Point distribution provides options for controlling the point distribution between consecutive cutting-move points in a toolpath.
This page contains the following:
Output point distribution controls the point distribution along the cutting moves of a toolpath.
Output type — Select the type of point distribution along the cutting moves.
-
Tolerance and keep arcs — Select to automatically remove unnecessary points along the cutting moves while maintaining tolerance.
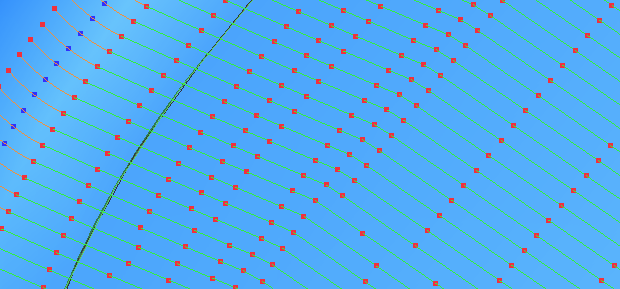
The points are not equispaced, as unnecessary points are deleted. Some of the points may be blue: these indicate the arc centres. The red points either side of the blue ones are the arc ends.
- Tolerance and replace arcs — Select to replace arcs with straight line segments and to remove unnecessary points along the cutting moves while maintaining tolerance. This is similar to Tolerance and keep arcs except that all arcs are replaced by straight line segments (polylines). This option is suitable for machine tools which don't handle arcs well.
-
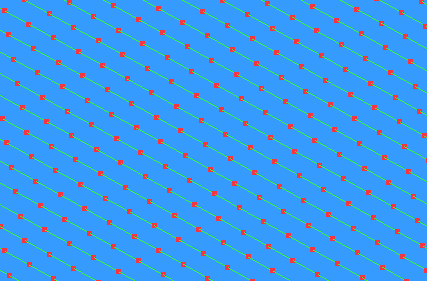
Redistribute — Select to allow the insertion of new points along the cutting moves. This ensures a constant distance between points, only inserting extra points if they are necessary to keep tolerance. This can be especially useful when selecting the
Point separation distance, or
Point separation angle options.
Redistribute
may increase toolpath creation time but reduce time on the machine tool. This option is suitable for machine tools that can handle large numbers of equispaced points.
-
Fit arcs — Select to produce cutting moves with arcs inserted wherever possible. This option is suitable for machine tools which handle arcs well, but is available only for 3-axis toolpaths. Attach the tool and step through the toolpath to see this clearly.
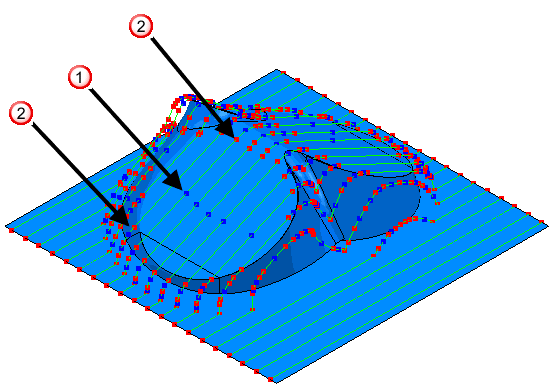
 The blue points indicate the arc centres.
The blue points indicate the arc centres.
 The end points of the arcs are the red points either side of a blue point.
The end points of the arcs are the red points either side of a blue point.
Tolerance Factor — Enter a value to determine how many points are removed. This must have a value between 0 (removes a minimum number of points) and 1 (removes a maximum number of points while maintaining tolerance, so the toolpath contains the minimum number of points).
Point separation distance — Select to limit the maximum distance between consecutive cutting move points.
- Maximum distance — Enter the maximum distance between consecutive cutting move points.
Point separation angle — Select to limit the maximum change in angle between consecutive cutting move points.
-
Maximum angle — Enter the maximum angle between consecutive cutting move points. This is useful when approaching the gimbal lock position of your machine tool, where small angular changes can lead to large changes in the azimuth and elevation angles. To ensure the maximum angle is not exceeded,
PowerMill adds additional toolpath points, which slow the machine tool.
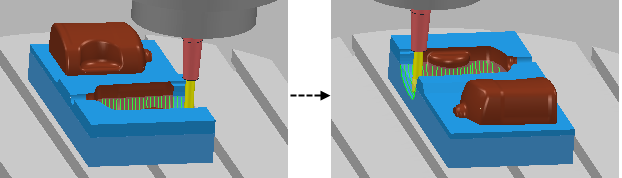
A gimbal lock is a specific configuration of a multi-axis machine tool that occurs when the tool axis aligns with at least one rotary axis due to the position of one or more toolpath points. This configuration results in undesirable movements because, when close to the gimbal lock, small adjustments in the tool axis can require large changes in a rotary axis.
The graphic below shows the rotary axis of table-table machine tool (undesirably) rotating almost 180
 in one second. This is because the machine tool machines a toolpath point at the bottom of the bottle cavity that coincides with the machine tool's gimbal lock.
in one second. This is because the machine tool machines a toolpath point at the bottom of the bottle cavity that coincides with the machine tool's gimbal lock.
Rotary axis configuration — The read-only field displays the coordinate system PowerMill uses to redistribute toolpath points, if an Output type of Redistribute is selected. To specify which workplane PowerMill uses, select a rotary-axis-configuration option on the Machine tool page of a strategy dialog.
Mesh specifies the size of the triangulation mesh relative to the machining tolerance.
- Mesh factor — Enter a value, between 0 and 1, to effect the triangulation tolerance. The smaller the Mesh factor, the finer the mesh, and consequently the toolpath takes longer to calculate, but it is more accurate.
- Limit maximum triangle length — Select to limit the maximum length of a triangle.
- Maximum triangle length — Enter the maximum length of the hypotenuse of the triangle. Limiting the maximum triangle length decreases the faceting on gently curved surfaces. But, it increase machining time, because more triangles are generated. So, limit the triangle length only where faceting causes a problem.