Esta página controla el tipo de máquina CNC que FeatureCAM utiliza para la salida del CN.
Archivo CNC: Muestra la ruta del archivo de posprocesador. Haga clic en Examinar para buscar y seleccionar otro archivo de posprocesador.
Inicio de bloque — Determina el número de línea de inicio de los programas CNC.
Incremento de bloque — Determina el incremento entre números de línea en los programas CNC.
Bloque máximo — El número de bloque máximo del programa CNC.
Reordenar movimientos de compensación de herramienta para controles antiguos Agie — Seleccione esta opción cuando se posprocesa en máquinas con controles Agie. Cuando está seleccionada, las líneas del código CN que corresponden a la compensación de herramienta se generan en un orden distinto.
Omitir movimientos que se trasladen menos que este porcentaje del diámetro del hilo — Evita que los movimientos demasiado pequeños se manden al control de electroerosión por hilo. Si los movimientos son demasiado pequeños, no se generan. Cuando el programa traslada el hilo a un punto que es mayor que el umbral, se genera un movimiento directamente a esa posición.
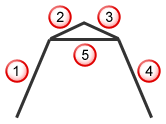
En este ejemplo, si el movimiento 2 es demasiado corto, no se genera. Si la distancia desde el final del movimiento 1 hasta el final del movimiento 3 es lo suficientemente larga, el movimiento 5 se inserta entre los movimientos 1 y 4.