解决短射问题
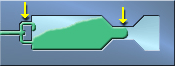
短射是指模具型腔填充不完整,导致生产出不完整的零件。
如果零件短射,则塑料不填充型腔。在流动路径完全填充之前流体便冻结。

要确保优质的成品零件,零件也必须填充足量的塑料。因此,问题不仅仅是“是否填充零件?”,还有“能否制造出优质零件?”
原因
流动限制。由于管道冻结或流道设计不充分。
迟滞,以及流动路径过长或复杂。
排气不足。由于未排出的气穴产生的背压会导致短射。
熔体和/或模具温度低。
进入型腔的材料不足。机器尺寸过小、射出体积小或螺杆速度不足。
机器缺陷。包括空加料斗、进料口堵塞或可导致压力损失或体积泄漏的止回阀(止逆阀)破损。
解决办法
在尝试下列某种方法之前,请检查其他所有结果,以了解短射的确切原因。
- 避免迟滞。
- 消除气穴。如果确实存在气穴,则应将其定位在容易排气或添加了顶针的区域,这样可以清除空气。
- 提高模具和熔体温度。这样可降低熔体的粘度,使塑料更容易流过零件。
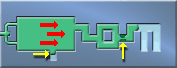
- 提高螺杆速度。这样可以导致更大的剪切热,从而降低熔体粘度,使塑料更容易流过零件。
- 更改零件几何。平衡流动路径,使其以相等的时间及压力进行填充。可能需要加厚薄部位,或减小流动路径的复杂程度。
- 使用另一种材料。选择粘性较小的材料(更高的熔体流动速率)。所选材料的熔体流动速率越高,填充零件所需的注射压力就越小。
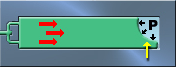
- 增大此零件的最大注射压力。
解决注射成型过程中的一个问题后,常常可能又会带来其他问题。因此,选择每种方法都需要考虑模具设计规范的所有相关方面。