使用“放射精加工”页面可在边界内创建 2D 放射参考线,然后将其投影至模型。然后再加工此参考线。

- 中心点 - 使用这些设置可定义放射参考线的原点。因为参考线以激活工作平面的原点为中心,所以可能需要先移动参考线,再将其投影到工作曲面上。
 - 单击可显示位置对话框。可使用该对话框手动输入坐标以及在图形窗口中查找项目。
- 单击可显示位置对话框。可使用该对话框手动输入坐标以及在图形窗口中查找项目。 重设到毛坯中心 - 单击此按钮可自动将放射参考线中心设置到毛坯中间。
重设到毛坯中心 - 单击此按钮可自动将放射参考线中心设置到毛坯中间。- 半径始端/半径末端 - 输入值以控制参考线的尺寸和第一条路径的方向。
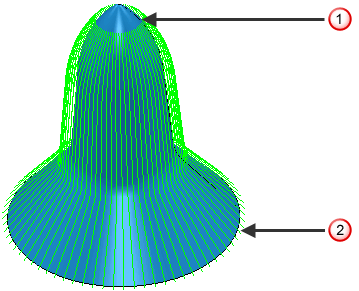
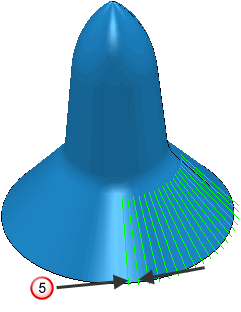
此刀具路径的“始端半径”为 10,“末端半径”为 100。
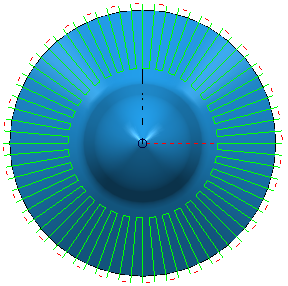
此刀具路径的“始端半径”为 27,“末端半径”为 100。
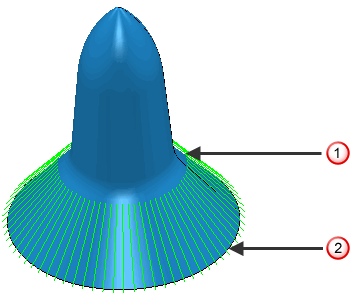
 - 始端半径
- 始端半径 - 末端半径
- 末端半径 - 角度开始/角度结束/行距 - 输入值以确定为整个圆的哪一部分生成图形,以及刀具是以顺时针还是逆时针方向移动。
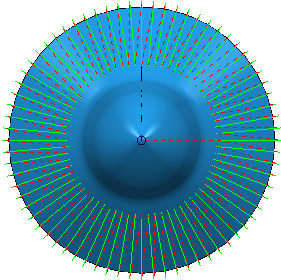
此刀具路径的“开始角”为 0
 ,“结束角”为 360。
,“结束角”为 360。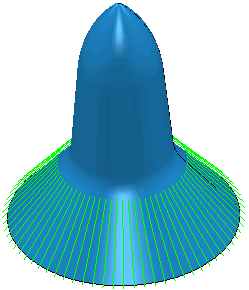
此刀具路径的“开始角”为 0
,“结束角”为 90。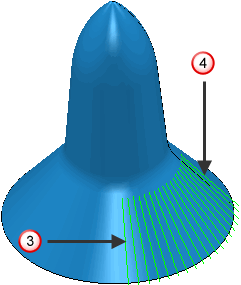
 - 开始角
- 开始角 - 结束角
- 结束角使用 Z 向刀具时,系统会从 X 轴正方向逆时针测量角度;使用 X 向刀具时,系统会从 Z 轴正方向逆时针测量角度。
开始角大于结束角时,刀具会顺时针移动。
开始角小于结束角时,刀具会逆时针移动。
如果您想要按逆时针方向加工一个开始角为 350
、结束角为 10 的区域,则需要考虑您输入的值。如果您在“开始角”中输入 350,在“结束角”中输入 10,PowerMill 将顺时针移动,且其加工的区域与您的期望相反。因此,必须在“开始角”中输入 350并在“结束角”中输入 370 才能获得所需的结果。 - 行距 - 输入相邻加工路径之间的距离。这是路径之间的最大距离。
 - 行距
- 行距 - 排序 - 选择 PowerMill 加工段的顺序。
- 单向
- 双向连接
- 单向
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
 部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。