Dieses Beispielteil verfügt über viele Features.
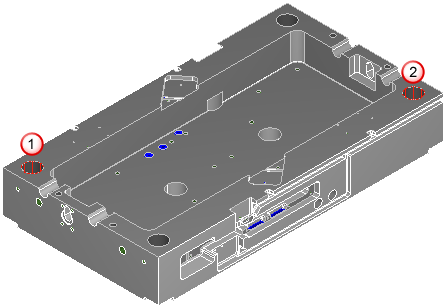
Nachdem ein Flächenfeature gefräst wurde, wird zunächst das erste Ausdrehenfeature gefräst, danach das zweite Ausdrehenfeature
gefräst, danach das zweite Ausdrehenfeature  , gefolgt von allen anderen Features. Wenn Sie unnötige Bearbeitungszeit vermeiden möchten, können Sie eine Bohrung messen, nachdem Sie geschnitten wurde, und Sie können entscheiden, ob Sie fortfahren möchten, ob Sie restfräsen möchten oder das Programm abbrechen möchten, je nach Resultat der Messung.
, gefolgt von allen anderen Features. Wenn Sie unnötige Bearbeitungszeit vermeiden möchten, können Sie eine Bohrung messen, nachdem Sie geschnitten wurde, und Sie können entscheiden, ob Sie fortfahren möchten, ob Sie restfräsen möchten oder das Programm abbrechen möchten, je nach Resultat der Messung.
- Erstellen Sie ein Sprungmarke testen-Feature, um mit dem Prozess zu beginnen.
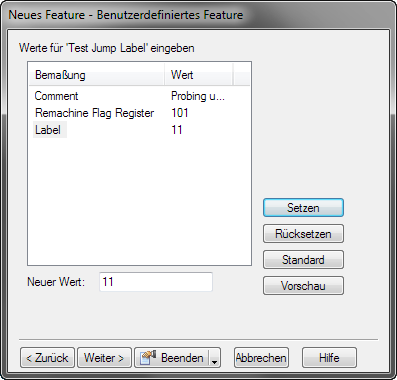
Der NC-Code für diese Sprungmarke sieht wie folgt aus:
(Test Jump Label PROBEOPER TEST_JUMP_LABEL1)
(Start Bore)
#101=0
N11
- Wenn nach dem Enscheidungsfindungsprozess mit dem Flächen-Feature-Prozess begonnen werden soll, stellen Sie die Grundpriorität für 'Sprungmarke testen' auf 2 und ziehen Sie das Merkmal an die richtige Stelle im Feature-Baum.
- Erstellen Sie ein 'Abmessung Insel/Ausbohren'-Feature, um Bohrung1 zu messen, nachdem Sie gefräst wurde.
- Erstellen Sie ein Feature 'Abbrechen/Fortfahren/Restfräsen testen', um zu steuern, was nach dem Abtasten passiert. Die folgenden Werte sind für dieses Beispiel eingestellt:
Sollwert 27.000
Toleranzwert 0.050
Fortfahren-Label 12
Restfräsen-Label 11 (der Wert, der für das anfängliche 'Sprungmarke testen' eingestellt wurde)
Größenfehler 13
- Stellen Sie die Grundpriorität auf 5 ein, weil Sie möchten, dass dies das 5te Feature ist (nach dem Flächen-Feature, das mit Sprungmarke testen, Bohrung1 und Messung Insel/Ausbohren-Merkmal beginnt).
Der NC-Code für dieses 'Abbrechen/Fortfahren/Restfräsen testen'-Feature sieht so aus:
( Test Abort/Continue/Remachine PROBEOPER TEST_ABORT_CONTINUE_REMACHINE1 )
(Remachining check conditional)
(Begin decision sequence)
#102=27 (nominal value)
#104=[#102-#510] (signed difference of actual from nominal)
#103=0.05 (tolerance value)
(Decision 1)
IF [ABS[#104]LT#103] GOTO 12 (within tolerance case)
(Decision 2)
IF [#104LT0]GOTO 13
(Decision 1 and 2 skipped)
[#101=#101+1]
IF [#101EQ1] GOTO 11 (run toolpath again)
DPRNT[Error: Second Required Remachining]
GOTO 99999
(Decision 2 result)
N13
DPRNT[Error: Too Big]
GOTO 99999
(Decision 1 result)
N12
N835 M5 M9
N840 G91 Z0
N845 M01
- Erstellen Sie ein Abbrechen-Label am Ende des NC-Codes:
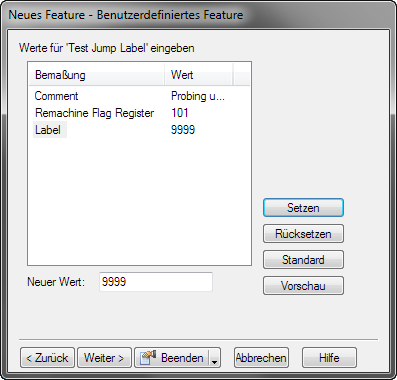
- Stellen Sie dessen Grundpriorität auf eine hohe Zahl ein, z.B. 100.
Der NC-Code für diese Sprungmarke sieht wie folgt aus:
( Test Jump Label PROBEOPER TEST_JUMP_LABEL3 )
(Abort)
#101=0
N99999