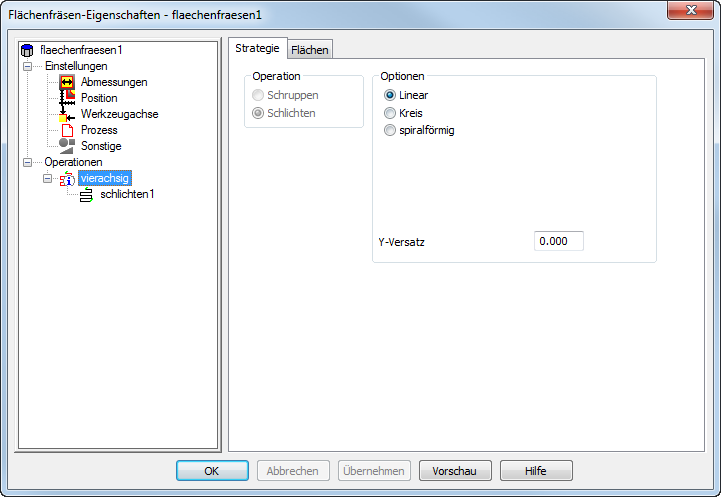
Wählen Sie eine Schnittart aus:
-
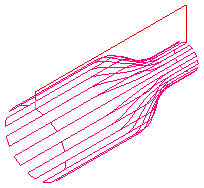
Linear
Lineares Rotationsfräsen verursacht, dass das Werkzeug entlang der Indexachse in geraden Linien nur mit der verwendeten Rotationsachse am Ende jedes Durchgangs übertragen wird, um die Aufgabe neu zu positionieren.
-
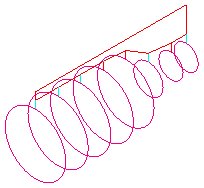
Kreisförmig
Beim kreisförmigen Fräsen dreht sich der Auftrag mit dem Werkzeug an einer festen Position, um effektiv einen Kreis zu bearbeiten. Das Werkzeug überschreitet dann den erforderlichen Wert und bearbeitet den nächsten Kreis.
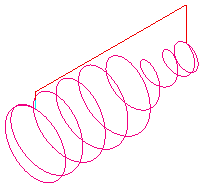
- Spirale
Eine kontinuierliche Spirale wird entlang der Länge des Auftrags geschnitten, wenn spiralförmiges Fräsen verwendet wird. Um eine sauberes Schlichten sicherzustellen, wird ein Vollkreis an beiden Enden geschnitten: Da die Drehung kontinuierlich ist, sind nur die Optionen Gleichlauf und Konventionelles Fräsen verfügbar (Sie müsen also einen Drehkopf haben, der eine unbegrenzte Anzahl an Drehungen hat).
Y-Versatz — Geben Sie einen Abstand ein, um ein Schneiden mit dem Mittelpunkt des Werkzeugs zu vermeiden.
Halter-Kollisionsfreischnitt — Kappt den Werkzeugweg an der Position, an der der Halter oder der Schaft mit der Bauteiloberfläche, Prüffläche oder dem unbearbeiteten Rohteil kollidieren. Begrenzt den Werkzeugweg an der Position, an der Halter oder der Schaft mit der Bauteiloberfläche, Prüffläche oder dem unbearbeiteten Bauteil kollidieren. Ist diese Option ausgewählt, werden die Attribute Halterabstand und Schaftabstand auf der Fräsen-Registerkarte für die Operation angezeigt.
Rohteilgrenzen bearbeiten — Setzen Sie diese Option gemeinsam mit der Option Halter-Kollisionsfreischnitt ein, um das Rohteil so nah wie möglich am Bauteil zu bearbeiten, ohne eine Halterkollision auszulösen. Dadurch entstehen glattere Fräswege mit weniger Rückzügen, wodurch die Oberflächenqualität verbessert und die Bearbeitungszeit reduziert werden kann. Bei manchen Bauteilen kann dies jedoch zu zunehmenden Luftschnitten führen.