Verwenden Sie das Punktstreuung-Element, um die Punktstreuung zwischen aufeinanderfolgenden Schnittbewegungspunkten in einem Werkzeugweg zu steuern.
Klicken Sie auf die WKZ-Wegeditor-Registerkarte > Ändern-Gruppe > Punktstreuung, um das Dialogfeld Punktstreuung zu öffnen.
Dieses Dialogfeld beinhaltet Folgendes:
Ausgabe Punktstreuung steuert die Punktstreuung entlang der Schnittbewegungen eines Werkzeugwegs.
-
Ausgabetyp — Wählen Sie die Punktstreuungstyp entlang der Schnittbewegungen aus.
-
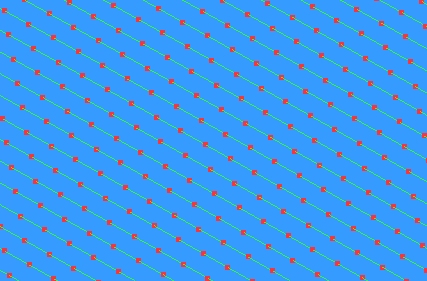
Toleriere und behalte Bögen – Wählen Sie diese Option, um unnötige Punkte entlang der Schnittbewegungen automatisch zu löschen und gleichzeitig die Toleranz beizubehalten.
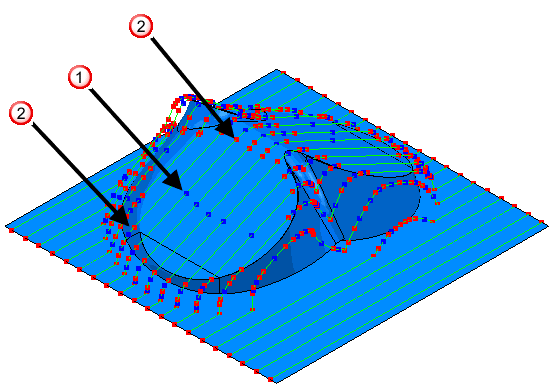
Die Punkte sind nicht abstandsgleich, da unnötige Punkte gelöscht wurden. Einige Punkte sind möglicherweise blau, diese geben die Bogenzentren an. Die roten Punkte an beiden Seiten der blauen sind die Bogenenden.
- Toleriere und ersetze Bögen – Wählen Sie diese Option, um Bögen durch geradlinige Segmente zu ersetzen und um unnötige Punkte entlang der Schnittbewegungen automatisch zu löschen und gleichzeitig die Toleranz beizubehalten. Dies ähnelt der Option Toleriere und behalte Bögen, außer dass alle Bögen durch geradlinige Segmente (Linienzüge) ersetzt werden. Diese Option ist für Maschinen sinnvoll, die Bögen nicht gut bearbeiten können.
-
Umverteilen – Wählen Sie diese Option, um die Einfügung neuer Punkte entlang der Schnittbewegungen zuzulassen. Dadurch können Sie einen Konstanten Abstand zwischen Punkten sicherstellen, indem Sie nur zusätzliche Punkte eingeben, wenn es nötig ist, die Toleranz beizubehalten. Dies kann besonders hilfreich sein, wenn Sie die Option Punkttrennung Abstand oder die Option Punkttrennung Winkel auswählen. Mit Umverteilen kann die Erstellungszeit für Werkzeugwege erhöht, aber die Zeit auf der Werkzeugmaschine reduziert werden. Diese Option ist für Werkzeugmaschinen geeignet, die eine große Anzahl an gleichmäßig verteilten Punkten bearbeiten können.
-
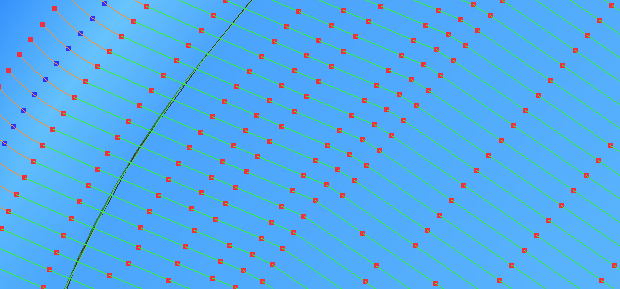
Bögen einpassen – Wählen Sie diese Option, um Schnittbewegungen mit eingefügten Bögen an jeder möglichen Stelle zu erstellen. Diese Option ist geeignet für Werkzeugmaschinen, die Bögen gut bearbeiten können, aber nur für 3-Achsen-Werkzeugwege verfügbar. Fügen Sie das Werkzeug hinzu und gehen Sie den Werkzeugweg durch, um dies deutlich zu sehen.
 Die blauen Punkte geben die Bogenzentren an.
Die blauen Punkte geben die Bogenzentren an.  Die Endpunkte der Bögen sind die roten Punkte an beiden Seiten eines blauen Punkts.
Die Endpunkte der Bögen sind die roten Punkte an beiden Seiten eines blauen Punkts.
-
Toleriere und behalte Bögen – Wählen Sie diese Option, um unnötige Punkte entlang der Schnittbewegungen automatisch zu löschen und gleichzeitig die Toleranz beizubehalten.
- Toleranzfaktor — Geben Sie einen Wert ein, um die Anzahl der zu löschenden Punkte zu bestimmen. Dieser Wert muss zwischen 0 (löscht eine minimale Punktanzahl) und 1 (löscht eine maximale Punktanzahl bei Beibehaltung der Toleranz, sodass der Werkzeugweg die minimale Punktanzahl enthält) liegen.
Punkttrennung Abstand — Wählen Sie dies, um den Maximalabstand zwischen aufeinanderfolgenden Schnittbewegungspunkten zu begrenzen.
- Maximalabstand — Geben Sie den Maximalabstand zwischen aufeinanderfolgenden Schnittbewegungspunkten ein.
Punkttrennung Winkel — Wählen Sie dies, um die maximale Veränderung beim Winkel zwischen aufeinanderfolgenden Schnittbewegungspunkten zu begrenzen.
- Maximaler Winkel — Geben Sie den maximalen Winkel zwischen aufeinanderfolgenden Schnittbewegungspunkten ein. Dies ist beim Annähern an die Gimbal-Sperren-Position Ihrer Werkzeugmaschine hilfreich, bei der kleine Winkelveränderungen zu großen Änderungen bei den Seiten- und Höhenwinkeln führen können. Um sicherzustellen, dass der maximale Winkel nicht überschritten wird, fügt PowerMill zusätzliche Werkzeugwegpunkte hinzu, was zur Verlangsamung der Werkzeugmaschine führt.
Eine Gimbal-Sperre ist die spezifische Konfiguration einer Mehrachs-Werkzeugmaschine, die auftritt, wenn sich die Werkzeugachse an mindestens einer Rotationsachse aufgrund der Position einer oder mehrerer Werkzeugwegpunkte ausrichtet. Diese Konfiguration führt zu unerwünschten Bewegungen, da kleine Anpassungen an der Werkzeugachse, sobald an die Gimbal Sperre angenähert wird, große Änderungen an der Rotationsachse erfordern können.
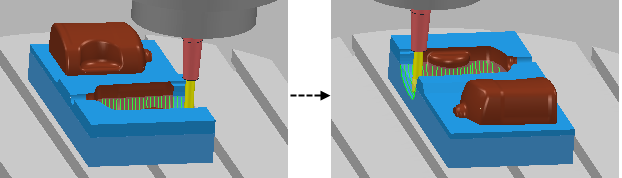
Die untenstehende Grafik zeigt, wie sich die Rotationsachse der Tisch-Tisch-Werkzeugmaschine (unerwünscht) um fast 180
 in einer Sekunde dreht. Dies liegt daran, dass die Werkzeugmaschine einen Werkzeugwegpunkt am unteren Ende der Flaschenbohrung bearbeitet, der mit der Gimbal Sperre der Werkzeugmaschine übereinstimmt.
in einer Sekunde dreht. Dies liegt daran, dass die Werkzeugmaschine einen Werkzeugwegpunkt am unteren Ende der Flaschenbohrung bearbeitet, der mit der Gimbal Sperre der Werkzeugmaschine übereinstimmt.
Drehachsenkonfiguration – Das schreibgeschützte Feld zeigt das Koordinatensystem an, das PowerMill für die Umverteilung von Werkzeugwegpunkten verwendet, sollte Umverteilen als Ausgabetyp ausgewählt sein. Wählen Sie, um die von PowerMill verwendete Arbeitsebene festzulegen, eine Drehachsenkonfigurations-Option auf der Seite Werkzeugmaschine des Strategiedialogfelds.
Gitter legt die Größe des Dreiecksgitters relativ zur Bearbeitungstoleranz fest.
- Gitterfaktor — Geben Sie einen Wert zwischen 0 und 1 ein, um die Triangulierungstoleranz zu beeinflussen. Je kleiner der Gitterfaktor ist, desto feiner ist das Gitter. Daraus ergibt sich eine längere Berechnungszeit des Werkzeugwegs; er weist jedoch eine höhere Genauigkeit auf.
- Maximale Dreieckslänge begrenzen — Wählen Sie dies, um die Maximallänge eines Dreiecks zu begrenzen.
- Maximale Dreieckslänge — Geben Sie die Maximallänge der Hypotenuse des Dreiecks ein. Durch Begrenzung der maximalen Dreieckslänge wird die Facettierung auf leicht kurvigen Flächen verringert. Da jedoch mehr Dreiecke erstellt werden, erhöht sich die Bearbeitungszeit. Sie sollten daher die Dreieckslänge nur dann begrenzen, wenn die Facettierung Probleme verursacht.