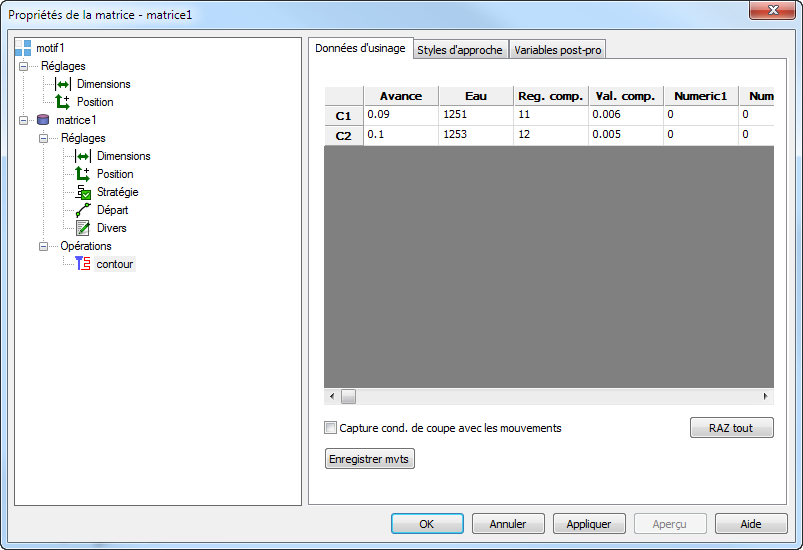
Dans l'exemple ci-dessus, C1 est la première passe et C2 est la seconde passe.
Avance est l'avance.
Eau est là où vous entrez les valeurs EPAK. Pour une valeur EPAK de E1251, entrez 1251.
Remarque : Vous devriez avoir de la documentation avec la machine qui liste les valeurs EPAK pour différentes matières et épaisseurs. Donc, par exemple, cela devrait vous donner une valeur EPAK pour un aluminium d'épaisseur 13mm, une autre d'un aluminium de 19mm, une autre pour un titane de 13mm et ainsi de suite. Chaque EPAK contient les réglages pour 'Tension On', 'Tension Off', 'Temporisation', 'Voltage' et ainsi de suite.
Reg. comp. associe chaque Val. comp. avec une passe particulière et apparaît en H11, H12 et ainsi de suite dans le code CN.
Val. comp. est en gros le rayon du fil plus le décalage du fil. Vals. comp. devraient également être dans la documentation machine.
Voici un code CN pour l'exemple ci-dessus, avec les valeurs du tableau marquées en gras :
N10 G90 N15 M101 N20 M106 Q-2 N25 G53 G92 X-95.956 Y-61.722 Z0 N30 M20 (WIRE THREAD LN) N35 M78 ( FILL TANK ) N40 M78 N45 M80 ( FLUSHING ON ) N50 M82 ( WIRE FEED ON ) N55 M84 ( MACHINING ON ) N60 M90 ( ADAPTIVE CONTROL ON ) N65 H11=0.006 N70 E1251 F0.090 N75 G01 G42 X-369.727 Y-348.437 H11