L'attribut Méthode de décalage contrôle si le décalage du parcours de fil est effectué sur la machine en utilisant la compensation d'outil ou par FeatureCAM. Sélectionnez Compensation d'outil pour effectuer le décalage sur la machine, ou Décalage de parcours si vous voulez que FeatureCAM effectue le décalage.
Pour usiner une pièce à la taille finale, la fonction de compensation de rayon de fil est normalement utilisée. Activer cette fonction avec une valeur particulière entraîne la machine à calculer un nouveau parcours pour le centre du fil. La valeur de compensation est normalement composée du rayon du fil plus la surépaisseur de gap frontal plus toute surépaisseur de finition qui peut être requise. La valeur de compensation est normalement entrée dans un registre de compensation sur la machine.
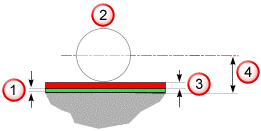
 Surépaisseur de brut
Surépaisseur de brut
 Fil
Fil
 Gap frontal
Gap frontal
 Compensation (Décalage)
Compensation (Décalage)
Si l'érosion d'une pièce doit être effectuées en plusieurs passes (ébauche et finition), chaque passe utilise normalement une valeur de compensation ou un registre de compensation différent. Les valeurs pour la compensation sont souvent données dans un tableau fourni par le constructeur de la machine ou automatiquement entrées dans les registres de compensation via les tableaux de technologie intégrés dans le contrôleur.
Dans tous les cas, vous devriez vous assurez que les mouvements d'entrée et de sortie linéaires appropriés sont contenus dans le programme pour permettre à la compensation d'être activée ou désactivée.
La sortie des commandes pour activer et désactiver la compensation est automatiquement extraite par le logiciel sur le premier et le dernier mouvement.
Sur la machine
Quand vous utilisez la commande de compensation de fil, le parcours central du fil est calculé et corrigé directement par la machine CN. La valeur de compensation est normalement entrée dans un registre de compensation sur le contrôleur machine et activé par une commande appropriée dans le programme CN. Le format de la commande pour activer la compensation et pour contrôler la direction de compensation dépend du type de machine CN. FeatureCAM prend en charge l'extraction de ces commandes pour les passes simples et multiples (usinage en avant/en arrière ou programmes principaux/sous-programmes).
Les paramètres suivants, dans la boite de dialogue Options de passe d'ébauche, contrôlent l'utilisation de la compensation de fil sur la machine :
Passes totales
Surépaisseur de reste
Passes contour
Unidirectionnel
Utiliser macro si possible
Dans FeatureCAM
Si la compensation de rayon de fil est extraite par FeatureCAM, la valeur de compensation appropriée et la direction sont automatiquement utilisées pour produire un parcours de fil qui est déjà corrigé. Le parcours ne peut pas être modifié en changeant le registre de décalage du la machine CN. Ceci peut être nécessaire, par exemple, quand l'usinage d'un contour contient des éléments ou des arcs qui sont plus petit que la valeur de compensation requise et par conséquent ne peut pas être usiné en utilisant les registres de machine.
Les paramètres suivants contrôlent l'utilisation de la compensation de fil :