Activez cette option pour utiliser la compensation d'outil 3D. Pour une feature de fraisage surfacique 3D, la compensation d'outil 3D compense le rayon d'outil dans la direction du point de contact. La compensation ne se situe pas uniquement à droite ou à gauche. Vous pouvez utiliser l'onglet Divers de la boite de dialogue de propriétés de fraisage surfacique pour éditer les options d'usinage d'une feature de fraisage surfacique.
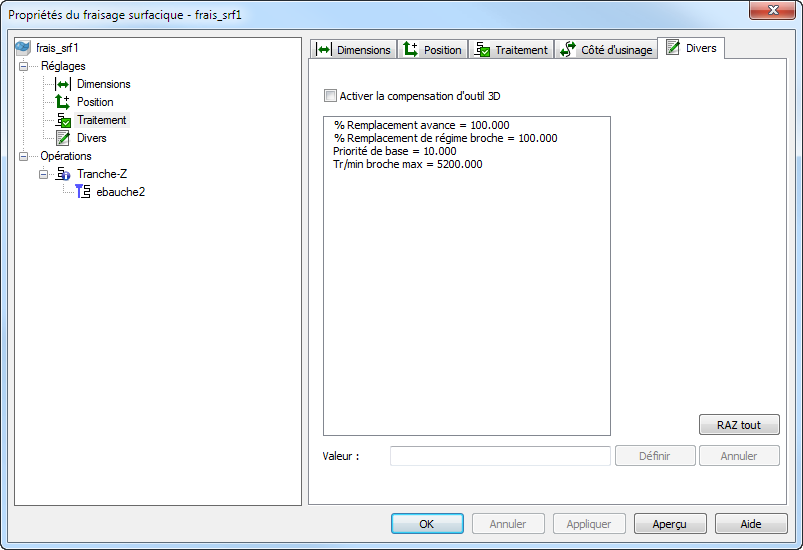
Activer la compensation d'outil 3D — Voir l'onglet Stratégie 2,5D pour de plus amples informations sur la compensation d'outil.
Pour utiliser la compensation d'outil 3D, le fichier .cnc doit prendre en charge la compensation d'outils 3D au format de mouvement linéaire. Par exemple :
{N<SEQ> }{<MOTION> }{<COMP-STAT> }{X<X-COORD> }{Y<Y-COORD> }{Z<Z-COORD> }
<IF><COMP-3D-ON><THEN> I<X-SRFNORM><32>J<Y-SRFNORM><32>K<Z-SRFNORM><32> <ENDIF>
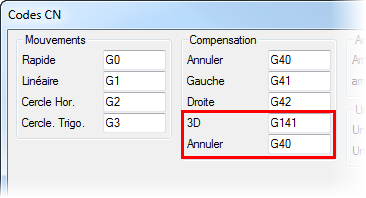
La compensation d'outil 3D s'applique uniquement aux opérations de finition et aux mouvements linéaires. Toutes les entrées en arc sont segmentées par des mouvements linéaires si la compensation d'outil 3D est sélectionnée pour la feature. Les mots clés de compensation dans XBUILD (<COMP-STAT>, <COMP-START> et ainsi de suite) fonctionnent pour la compensation d'outil 2D et 3D (un seul type de compensation peut être actif). Définissez les codes CN pour activer ou désactiver la compensation d'outil 3D dans la boite de dialogue Codes CN dans XBUILD :
Priorité de base
Les features sont triées par priorité de base pour déterminer l'ordre dans lequel elles sont fabriquées. Pour les features qui ont la même valeur de priorité de base, le système utilise les réglages de tri automatique.
Pour s'assurer qu'une feature individuelle soit usinée avant n'importe quelle autre, vous pouvez indiquer son attribut de priorité de base. Toutes les features ont une priorité de base par défaut de 10. Pour s'assurer qu'une feature soit réalisée en premier, définissez la priorité à une plus petite valeur. Pour s'assurer qu'une feature soit réalisée en dernier, définissez la priorité à une plus grande valeur. Par exemple, si vous définissez la priorité de base d'une poche à 8, sa passe d'ébauche est la première opération effectuée, sa passe de finition est le deuxième et le reste des opérations est classé en fonction des réglages de tri automatique ou de tri manuel.
% Remplacement avance : entrez un facteur d'échelle pour les avances générées par FeatureCAM. Une valeur de moins de 100 réduit les avances calculées. Une valeur supérieur à 100 augmente les avances.
Tr/min broche max — Entrez la vitesse de broche maximale (en tr/min) que vous voulez utiliser.
% Remplacement de régime broche : entrez un facteur d'échelle pour les vitesses générées par FeatureCAM. Une valeur inférieure à 100 réduit la vitesse et une valeur supérieure à 100 l'augmente.
Tolérance de spline — segmente le profil avec des arcs et des lignes si un profil est défini comme étant une spline. Plus la valeur du paramètre est petite, plus le profil est lisse.
Plan sécurité Z — Entrez la distance de sécurité minimum en Z au-dessus de la pièce.
Avant d'effectuer un mouvement rapide s'écartant d'une feature, l'outil se retire au réglage du plan de sécurité Z pour cette feature. Le mouvement rapide à la prochaine feature change en hauteur Z, à savoir, change de coordonnées Z, si la prochaine feature à un réglage de plan de sécurité Z différent. De façon à ce quand il arrive à la feature suivante, il soit au plan de sécurité Z pour cette prochaine feature.
Cette valeur est relative au haut de votre brut dans le système de coordonnées utilisateur actuel. Comparez avec la garde de plongée.