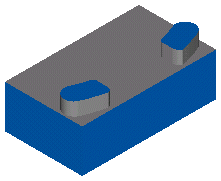
この例では、ブレーキ キャリパー上部のボスを使用します。
アルミニウム材料を使用してこのフィーチャーをデフォルトのステップオーバーと送りで加工した場合、想定出力値は荒加工で 2.0、仕上げで 0.3 になります。0.5 インチの工具が選択されます。この加工に必要な出力を 2.5 以下にすると仮定します。この例で工具負荷を実行した場合の必要最大出力は、5.9 となります。出力を 2.5 以下にするには、荒加工パスの送りを 50% 減速しなければなりません。送りを最適化しない場合、工程全体の加工幅か切込みの調整、または、工程全体の送り速度の変更が、出力を削減するための唯一の方法となります。
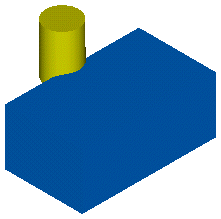
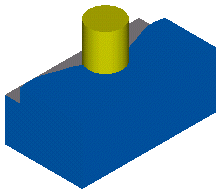
このボスのツールパスには、幅の狭い加工(左)と、幅の広い加工(右)があります。
送り最適化は、各移動の工具負荷を計算して送りを調整し、負荷が均一になるようにします。荒加工パス全体の送りを減速する代わりに指定の送り速度はそのままにして、送り最適化でツールパスの各移動の送り速度を調整します。次の表から、送り最適化により、一定の工具負荷を維持しながら加工時間が 47% 短縮されていることが分かります。
|
最適化の前 |
最適化の後 |
|
|
荒加工 |
2:57 |
1:21 |
|
仕上げ |
0:30 |
0:27 |
|
合計 |
3:27 |
1:49 |
|
時間短縮率 |
47% |
|
|
最大出力 |
2.4 |
2.4 |