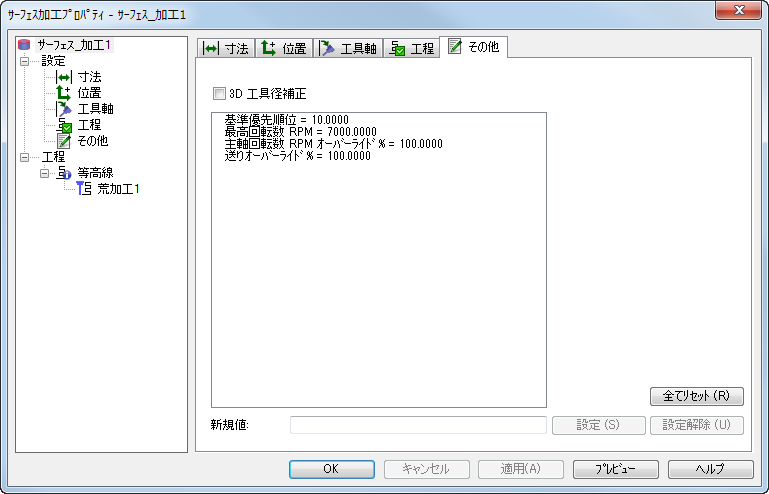
3D 工具径補正を使用します。3D サーフェス加工フィーチャーでは、3D 工具径補正は、コンタクト ポイントの方向に工具半径を補正します。つまり、補正は単純に右、または、左ではありません。 サーフェス加工プロパティ ダイアログの その他 タブを使用して、サーフェス加工フィーチャーの加工オプションを編集します。
3D 工具径補正 - 工具径補正の詳細については、2.5D フィーチャーの ストラテジー タブを参照してください。
3D 工具径補正を使用するには、.cnc ファイルが、直線移動フォーマットの 3D 工具径補正をサポートしていなければなりません。次は、その例となります。
{N<SEQ> }{<MOTION> }{<COMP-STAT> }{X<X-COORD> }{Y<Y-COORD> }{Z<Z-COORD> }
<IF><COMP-3D-ON><THEN> I<X-SRFNORM><32>J<Y-SRFNORM><32>K<Z-SRFNORM><32> <ENDIF>
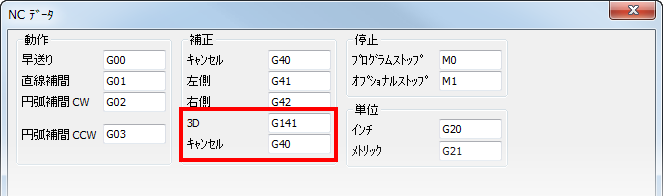
3D 工具径補正は、仕上げ加工と直線移動のみに適用されます。フィーチャーに対して 3D 工具径補正を選択した場合、すべての円弧リードインが直線移動で近似されます。XBUILD の工具径補正キーワード (<COMP-STAT>、<COMP-START> など)は、2D と 3D 工具径補正の両方に作用します。アクティブにできるのは、1 つのタイプの補正だけです。XBUILD の NC データ ダイアログで、NC データの 3D 工具径補正を設定します。
基準優先順位
基準優先順位 でフィーチャーをソートして、加工順序を決定します。フィーチャー同士の 基準優先順位 が同じ場合、FeatureCAM は 加工順序自動設定 に基づいて加工順序を決定します。
希望のフィーチャーを先に加工する場合、そのフィーチャーの 基準優先順位 を設定します。すべてのフィーチャーのデフォルト 基準優先順位 は 10 です。フィーチャーが先に加工されるようにするには、優先順位をより小さな値に設定します。フィーチャーが後に加工されるようにするには、優先順位をより大きな値に設定します。例えば、ポケットの 基準優先順位 を 8 に設定した場合、ポケット フィーチャーの荒加工パスが最初に実行され、仕上げパスが 2 番目に続きます。残りの工程は 加工順序自動設定、または、加工順序手動設定 に基づいて実行されます。
送りオーバーライド % - FeatureCAM が算出した送り速度に対する割合です。100 より小さな値の場合、算出された送り速度は減少します。 100 より大きな場合、算出された値は増加します。
最高回転数 RPM - スピンドルの最高回転数を RPM で入力します。
主軸回転数 RPM オーバーライド % - FeatureCAM が算出したスピンドルの回転数に対する割合です。100 より小さな値の場合、回転数は減少します。100 より大きな場合、値は増加します。
スプライン トレランス - スプラインとして定義されている輪郭を、円弧とラインで近似します。値が小さいほど、輪郭は滑らかになります。
Z 早送り平面 - パーツの上部からの、Z 方向の最小安全距離を入力します。
工具は、フィーチャーから離れて早送りになる前に、フィーチャーの Z 早送り平面 までリトラクトします。 次のフィーチャーの Z 早送り平面 の高さが異なる場合、そのフィーチャーへの早送り移動の Z 高さ(Z 座標)も変化することになります。つまり、次のフィーチャーに到達した際、工具は、そのフィーチャーの Z 早送り平面 に配置されます。
この値は、現在のユーザー座標系のストック上部に相対します。プランジ クリアランス と比較します。