圧力降下結果
圧力降下結果では、各領域の圧力降下を、最高から最低まで一定の範囲の色を使用して表示します。この結果は、成形品の各領域を充填するために必要な圧力を示します。
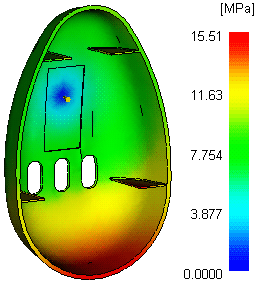
下図に示すように、モデル上の各位置の色は、その箇所の充填時における、射出位置からその箇所に至るまでに降下した圧力量を示します。つまり、その箇所まで材料を流動させるのに必要な圧力を示します。
この結果の使用法
圧力降下結果は、充填確実性結果の評価に使用する要因の 1 つです。圧力降下が、解析ウィザードの[プロセス設定]ページで[最大成形機射出圧力]に現在設定されている値の 80% を超えている場合、その位置の充填確実性は黄色で表示されます。圧力降下が現在の圧力限界設定の 100% に達すると、この領域の充填確実性結果は赤色になります。
最大射出圧力限界の既定値 180 MPa が実際の成形機容量よりも高い場合、充填確実性結果は実際の値よりも過大評価されます。最大射出圧力が 200 MPa の射出成形機も存在するので、使用する成形機の標準性能を把握しておくと、圧力降下結果についてより的確な結論が得られます。
注: 高い圧力降下は、成形品の特定の領域でのためらいの発生、または充填が困難であることを示唆します。
確認事項
結果の改善には、次の方法を利用できます。
- 最大射出圧力を上げて、充填確実性を改善する。
- 射出位置を問題領域付近に移動するか、射出位置を追加することで、成形品のすべての部分が充填される可能性を高める。
- 複雑な薄肉形状は、充填を困難にして、充填を完了するのに高い射出圧力が必要となるため、成形品形状を変更する。
- メルトフローレートの高い、流動性に優れた材料を選択することで、成形品充填に必要な射出圧力を低減できる。
- 樹脂温度を上げることで、溶融樹脂の粘度が低下し、金型内の溶融樹脂の流動性を改善できる。
注: 充填確実性は、圧力降下と樹脂温度の両方で決まります。許容可能な充填確実性結果を得るには、両方の成形条件の調整が必要な場合があります。