Используйте страницу Фрезерование наружной резьбы элементов для создания наружной резьбы.
Тип глубины — Выберите, как определить максимальную глубину резьбы.
- Элемент — Резьба начинается у основания выступа. Это деактивирует поле Глубина, так как PowerMill вычисляет это значение.
- Произвольная — Резьба начинается на расстоянии от верха выступа. Введите расстояние в поле Глубина.
Глубина — Введите максимальную глубину резьбы. Этот параметр доступен, только если выбран Тип глубины — Задан пользователем. Если выбран Тип глубины — Элемент, PowerMill вычислит это значение.
Запас — Введите расстояние над верхом выступа. По умолчанию это то же самое, что Относительная Z врезания.
Витки — Введите количество витков резьбофрезы. Высоким выступам может понадобиться больше одного витка.
Шаг — Введите расстояние от одной канавки резьбы до следующей.
Допуск — Введите значение допуска, определяющее, насколько точно траектория следует выступу.
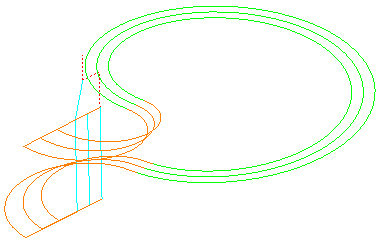
Число начальных точек — Введите значение, чтобы создать идентичные траектории, которые повернуты вокруг оси инструмента и равномерно распределены. Это позволяет создавать многозаходные резьбы.
Траектория с одной начальной точкой:
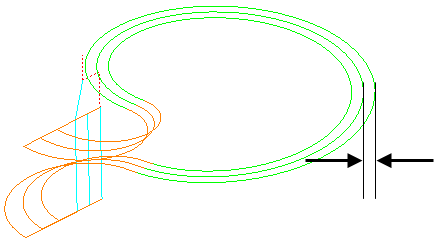
Траектория с тремя начальными точками:
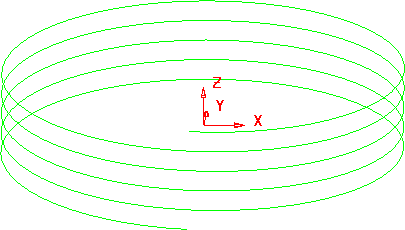
Радиальные проходы — введите число радиально удаленных друг от друга спиральных траекторий:
Один проход:
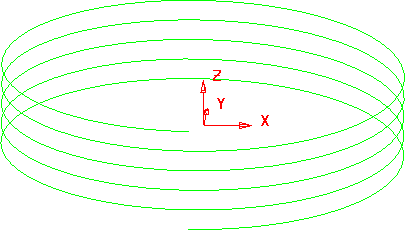
Три прохода:
Шаг — Введите расстояние между следующими друг за другом проходами.
Направление резания — Выберите технологию фрезерования. Комбинация Направления резания и Настройки под руку определяет направление резания.
|
Правая резьба |
Левая резьба |
|
|
Попутное фрезерование |
По часовой, вниз |
По часовой, вверх |
|
Встречное |
Против часовой, вверх |
Против часовой, вниз |
Настройка под руку — Выберите направление вращения резьбы при движении в положительном направлении Z.
- Слева — создание спиральной траектории, которая вращается по часовой стрелке в положительном направлении Z.
- Справа — создание спиральной траектории, которая вращается против часовой стрелки в положительном направлении Z.
Припуск — Введите толщину оставляемого на детали материала. Нажмите кнопку Припуск , чтобы разделить поле Припуск на поля Радиальный припуск
, чтобы разделить поле Припуск на поля Радиальный припуск и Осевой припуск
и Осевой припуск . Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
. Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
Радиальный припуск — Введите радиальное смещение для инструмента. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на вертикальных стенках.
Осевой припуск — Введите смещение инструмента, но только в осевом направлении. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на горизонтальных гранях.