Используйте страницу Чистовое точение канавки, чтобы создать чистовую траекторию для элемента Канавка в токарной детали.
Допуск — Введите значение допуска, определяющее, насколько точно траектория следует контурам модели.
Под осевой линией — Выберите эту опцию, чтобы сделать так, чтобы инструмент работал на отрицательной стороне по X от осевой линии точения.
Направление резания — выберите параметр, чтобы задать направление резания инструмента:
- Положительное — Инструмент режет в положительном направлении оси резания, которое зависит от выбранного Цикла.
- Поворот — инструмент режет в положительном направлении оси Z.
- Торец — инструмент режет в положительном направлении оси X.
- Обратн. торец — инструмент режет в положительном направлении оси X.
- Отрицательное — Инструмент режет в отрицательном направлении оси резания, которое зависит от выбранного Цикла.
- Поворот — инструмент режет в отрицательном направлении оси Z.
- Торец — инструмент режет в отрицательном направлении оси X.
- Обратн. торец — инструмент режет в отрицательном направлении оси X.
Припуск — Введите толщину оставляемого на детали материала. Нажмите кнопку Припуск , чтобы разделить поле Припуск на поля Радиальный припуск
, чтобы разделить поле Припуск на поля Радиальный припуск и Осевой припуск
и Осевой припуск . Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
. Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
Радиальный припуск — Введите радиальное смещение для инструмента. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на вертикальных стенках.
Осевой припуск — Введите смещение инструмента, но только в осевом направлении. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на горизонтальных гранях.
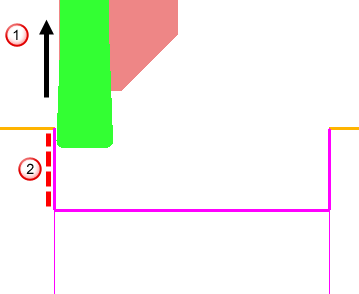
Расстояние отвода от стенки — Введите расстояние перемещения инструмента после вертикального врезания в направлении, противоположном направлению резания. Это значение игнорируется для перемещения отвода в конце первого врезания.
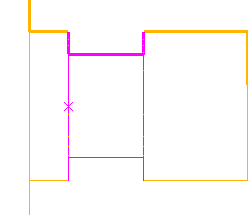
В этой детали есть элемент Канавка, показанный розовым:
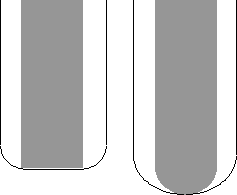
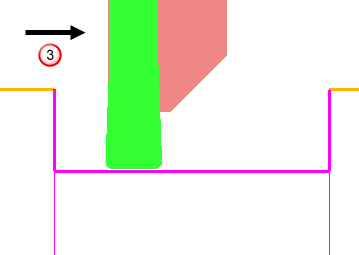
По умолчанию инструмент отрывается от детали под углом 90 , на следующем рисунке показано
, на следующем рисунке показано  , после каждого врезного прохода. Это приводит к контакту инструмента с несрезанным материалом, в
, после каждого врезного прохода. Это приводит к контакту инструмента с несрезанным материалом, в  , когда инструмент отводится на быстрой подаче вдоль оси X:
, когда инструмент отводится на быстрой подаче вдоль оси X:
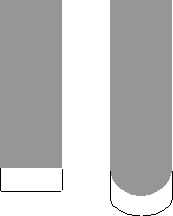
Этого можно избежать, используя атрибут Расстояние отвода от стенки, который обеспечивает перемещение инструмента назад вдоль оси Z  перед подъемом.
перед подъемом.
Поднутрения — выберите параметр, чтобы задать, как траектория рассматривает поднутрения.
Задержка — введите количество секунд для выдержки инструмента после врезания.