可使用“车/镗精加工”页面创建为车削零件中的镗孔特征加工精加工路径的刀具路径。
循环 - 从以下各项中进行选择:
- 车削 - 此循环在定义的材料边界内进行粗加工,具体方法是沿 Z 轴平行进给到零件中心线,同时沿 X 轴下切。如果选择“负”切削方向,则刀具从右向左进行切削。如果选择“正”切削方向,则刀具从左向右进行切削。
- 面 - 此循环在定义的材料边界内进行粗加工,具体方法是垂直进给到零件中心线,同时沿 Z 轴负方向进入零件的面中。如果选择“负”切削方向,则刀具沿 X 轴向下切削,即从顶部到中心线。如果选择“正”切削方向,则刀具沿 X 轴向上切削,即从中心线到顶部。
- 背面 - 此循环在定义的材料边界内进行粗加工,具体方法是垂直进给到零件中心线,同时沿 Z 轴正方向进入零件的面中。如果选择“负”切削方向,则刀具沿 X 轴向下切削,即从顶部到中心线。如果选择“正”切削方向,则刀具沿 X 轴向上切削,即从中心线到顶部。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
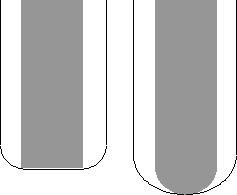
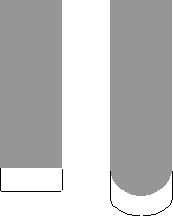
中心线之下 - 选择此选项可使刀具在车削中心线的负 X 侧上工作。
切削方向 - 选择选项以指定刀具的切削方向:
-
正 - 刀具按切削轴的正方向切削,这取决于已选“循环”。
- 车削 - 刀具按 +Z 方向切削。
- 面 - 刀具按 +X 方向切削。
- 背面 - 刀具按 +X 方向切削。
-
负 - 刀具按切削轴的负方向切削,这取决于已选“循环”。
- 车削 - 刀具按 -Z 方向切削。
- 面 - 刀具按 -X 方向切削。
- 背面 - 刀具按 -X 方向切削。
- 标准镗 - 刀具先切削所有垂直面,再切削水平区域。这可以延长刀具寿命,并防止刀具在零件上拖拉碎屑。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
上一余量 - 输入上一粗加工策略在零件上留下的材料量。
切削次数 - 输入精加工路径的数量。
去毛刺 - 选择此项可自动在外拐角上插入圆弧移动。
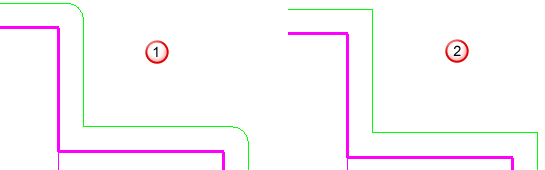
 -“去毛刺”开。
-“去毛刺”开。
 -“去毛刺”关。
-“去毛刺”关。
去毛刺的效果包括:
- 尽量减少机床的无效运动;但是后处理的零件程序在使用的毛坯数量上可能要稍微多一些。
- 毛刺得以去除,但在其他方面,零件具有特征曲线给定的相同形状和尺寸,因为所插入圆弧的半径与刀尖半径相同。
- 机床运动更加顺畅。
倒扣 - 选择选项以指定刀具路径如何考虑倒扣。