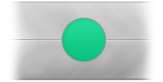
- O 型環
具有呈圓形的 O 形剖面的彈性體環,用作機械密封墊或墊圈。
O 形環位於起槽中,在組合過程中壓縮在兩個或多個零件之間,進而在介面處建立密封墊。
- SSORCG 求解器
對稱逐次超鬆弛共軛梯度法;一種用在翹曲計算中的迭代矩陣求解器。
- 一模多穴
具有兩個或多個模具母模仁的模具;在一個成型循環中產生多個成型的模具。
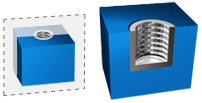
- 入子
注射階段之前,放置在模具中的元件。該元件定位於可塑性零件中,其部分或全部由注射的塑膠所包圍。
入子可能有螺紋,可能會導電,也可能是其他塑膠材料。
- 入子定位台階
入子的特性,有助於將入子固定至公模仁或母模仁。
- 入子草圖
透過「手動繪製草圖」指令建立的 2D 草圖。
將輪廓迴路繪製於 2D 草圖中,然後用於定義入子形狀。
- 不平衡的流動
- 在其它流動路徑被充填之前,聚合物熔膠完全充填模具中的某些流動路徑時所發生的流動類型。
- 中心灌嘴
位於零件中心的灌嘴。
中心灌嘴可以是注料口 (直接) 灌嘴或針尖灌嘴。
- 公母模仁板間隙
模具固定端與活動端之間的間隙。
- 公母模仁胚料
定義公模仁和母模仁要素的軟體定義。
- 公模仁
形成成型零件內部形狀的模具部分。
- 分型溢放曲面
公模仁和母模仁相會的曲面。
- 分型線
沿該迴路分割公模仁和母模仁。
通常,分型線位於拔模方向的最大投影曲面上。
- 分模面
- 開啟模具時會分離的兩部分模具的表面。
- 分模診斷
檢查是否已完成分模面操作並且檢查公模仁面或母模仁面的功能。
- 切換
指定一個階段到另一個階段的轉換,例如從充填階段到保壓階段的轉換。
您可以使用多種切換方式。例如,當注射時間或壓力達到特定值時,或充填了特定比例的體積時,或滿足其他條件時,您可以開始進行充填-保壓切換。
- 方位
剪切流期間聚合物分子的對齊
聚合物分子將沿流向自行對齊。此配向範圍取決於材料承受的剪切率和熔膠溫度。材料停止流動時,誘導分子配向開始以一定速率鬆弛,該速率取決於材料的鬆弛時間和溫度。如果材料在完成鬆弛前凝固,則分子配向為凝固配向。
凝固配向會影響材料的機械性質,而且也會影響材料配向方向上的縮水。對於給定的元素,在與材料配向方向平行和互垂的方向上的機械性質和縮水量都是有所不同。
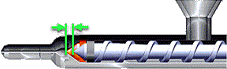
- 止回閥
位於射出成型機上的射出螺桿前端的閥。
止回閥允許材料向一個方向流動,並會關閉以防止發生回流。
- 止動銷
用於防止模仁銷發生旋轉的金屬銷。
- 比熱
單位質量材料的溫度升高一攝氏度所需的熱量。
比熱 (CP) 是對材料將熱量輸入轉換為實際溫度升高之能力的測量。此值是在 0 壓力和某個溫度範圍 (或者是從 50°C 到材料的最大加工溫度這一溫度範圍內的平均溫度) 下測量的。
比熱的測量單位是 J/kg-C (焦耳每公斤攝氏度)。
- 毛邊
以過多聚合物材料從模具分離的位置逸出為特點的瑕疵。
表面缺陷最常見的原因是速度行程過多、射出速度過高、壓料壓力過大和鎖模力小。
可通過降低射出速度或增加鎖模力消除表面缺陷。

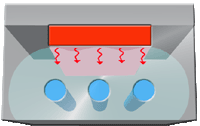
- 水泡器
由可以引入至模具中以引導冷卻液通路的中心圓形通道構成的冷卻系統元件。
水泡器可以讓冷卻液流入難以冷卻的區域,以更有效地進行冷卻。冷卻液流過中心通道,然後流出,並沿通道外側流至出口點。
由於水路分隔板和水泡器將其他折彎包括在冷卻液流動系統中,因此兩種裝置均會提高流的紊流。提高的紊流會增強熱傳導。水泡器的幾何形狀使得可以對在不使用擴散器難以冷卻的區域進行冷卻。

- 水路分隔板
用於控制和引導冷卻液通路的冷卻系統元件,以便使冷卻液流經難以冷卻的區域,從而提高冷卻效率。
將金屬板插入冷卻管線會迫使冷卻液在金屬板的一側向上流動,在另一側向下流動。透過中斷冷卻管線中的流,導流板會在折彎周圍建立紊流以提高冷卻液的熱傳導能力。

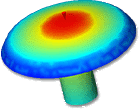
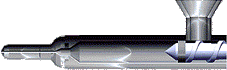
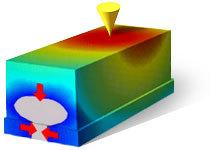
- 主流徑
從聚合物射出位置至最後要充填位置具有最少阻力 (最小壓降) 的流徑。
主流徑通常 (但並非永遠) 是最長流徑。在下面的影像中,圓錐指示注射位置,X 指示最後要充填的位置。
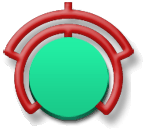
- 凸轂
成型零件中凸起的浮凸。
凸轂中通常有一個孔,以便於安裝機械結件,例如螺桿。
- 加工噪音
當射壓過高,由速度階段臨近結束時的成型問題所造成。
過度的加工噪音可能會導致工具損毀。
- 加壓階段
射出成形過程期間,為確保模具母模仁所有角落和邊緣均充滿塑膠而射出一定量額外塑膠的階段。
- 包封
多股流動波前匯集時,或流動波前遭遇母模仁壁時所擠壓出的空氣泡或氣體泡,會導致可塑性零件表面出現瑕疵。
可通過變更灌嘴位置或零件的厚度來防止包封。將排氣孔放置在包封處。
- 半結晶質
處於結晶和非結晶混合狀態的塑膠。
大多數塑膠為半結晶質。結晶度決定零件的物理性質。
- 半圓形料道
圓形方法不可行時,可以考慮的料道類型。
應避免使用半圓形料道,因為其具有不理想的體積表面比,會導致高充填壓力。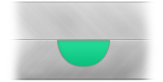
- 半圓形灌嘴
具有半圓形斷面的灌嘴。
應避免使用半圓形灌嘴,因為其會導致高充填壓力。
- 可用成型視窗
一組定義視窗式的形狀的製程設定限制。
對於視窗邊界之內的製程設定,成型製程可用;而對於視窗邊界之外的製程設定,成型製程則不可用。
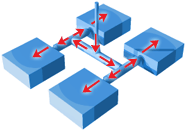
- 平衡流動
用塑膠熔膠平衡充填模具,以便在相同時間和壓力下對模具端進行充填。
平衡流將產生統一配向、均勻縮水、較小的內部應力和翹曲以及透過減少材料使用來節約成本。灌嘴位置、料道系統設計和零件厚度均會影響流平衡。
- 正向性材料
由配向纖維或配向聚合物鏈組成的材料。
在正向性材料中,平行於配向方向的機械性質不同於垂直方向的機械性質。
- 母料
加入至載體聚合物 (載體樹脂) 的高濃度顏料、填充物和/或添加劑。
將載體聚合物加入至原始聚合物以在製造過程形成最終化合物。
母料有助於確保添加劑均勻分散於最終化合物中。它們還會減少製造廠商必須購買並進行化合來生成化合物的各種材料數。
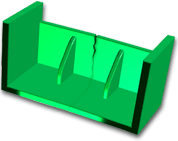
- 母模仁
- 將塑膠射入以形成塑膠零件的模具內的區域或空間。
- 生產運行
在一組特定的製程條件下 (例如特定的衝錘速度和一組壓力曲線) 所製造的一系列零件。
- 白色條痕
也顯示為銀白色條紋。
造成銀白色條紋的原因是:- 濕度 由於很高的殘留含水量,會在流動的相反方向發生條紋。對材料進行適當的乾燥處理可消除此瑕疵。
- 空氣 當模具進行充填時困入空氣並且空氣無法逸出。空氣被引至表面並且在流動方向被拉長從而造成條紋痕跡。

- 充水
以高速推送熔膠,使其穿過限制性區域 (例如噴嘴、料道或灌嘴),在不與模壁形成接觸的情況下進入開放的較後區域時所產生的蛇形聚合物熔膠流。
充水過程中,熔膠褶之間會形成接觸點,從而建立較小的熔接。充水可以導致零件脆弱、表面污點以及內部瑕疵。

- 充填時間
射出週期中使用機器螺桿速度充填模具的時間長度。
充填時間與射出週期同步開始,並於速度/壓力切換點結束。
- 充填階段
射出成型過程期間,將塑膠射出以充填母模仁的階段。
- 充填結束
當聚合物達到模具母模仁的各個末端並且模具的整個空間被完全充填時充填結束。
- 充填開始
熔解的聚合物開始流動的時間。
螺桿開始移動後即表明充填開始,並且同時噴嘴處的壓力相應開始上升。
- 回吸
- 一種用於透過將螺桿從噴嘴處移開來清除射出噴嘴中的聚合物的技術;也稱為減壓或回拉。
- 延伸黏度
聚合物對拉伸作用力的抵抗的測量。
聚合物從較大的斷面流入較小的斷面時,其將進行縱向延伸,從而造成壓降。此壓降的範圍取決於特定聚合物的延伸黏度和限制的嚴重性。
材料從大的料道流入較小的灌嘴時,通常會發生壓降 (由於延伸效應)。
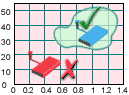
- 成型視窗
如果成型條件在此區域之內,可以製作出良好的零件。
定義成型條件的限制,在這些條件之下可生產出可接受的零件;也稱為製程視窗。
下圖展示了品質良好的零件 (標示有勾選標記),由成型視窗的邊界所包圍。品質不良的零件 (標有 X) 位於成型視窗之外。
- 扣環
位於螺桿前端的滑動止回閥。
扣環在塑化過程中允許熔解的塑膠向前流至螺桿前端,並在射出過程中防止其流回螺桿內。由於扣環屬於高度磨損料件,所以在射出過程中可能會發生滲漏,進而造成用於熔膠的壓力降低。
- 收縮
與模具尺寸相較,塑膠零件在尺寸上的削減。
縮水伴隨著聚合物的冷卻而發生,並且在不同方向也有可能不同。
結晶材料和半結晶材料容易發生熱收縮;非晶材料則不太容易發生收縮。過度收縮的原因是:- 射壓低
- 保壓時間或冷卻時間短
- 熔膠溫度高
- 模具溫度高
- 保壓壓力低
- 行程
射出成型螺桿的螺桿向後位置與螺桿向前位置之間的距離。
該行程提供了在一個循環中,對射入聚合物量的測量。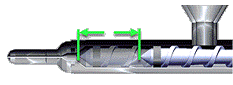
- 冷卻水路
模具中的通道,水或其他冷卻介質於其中圍繞模具進行循環流動。冷卻介質可控制與將成型塑膠接觸的金屬表面的溫度。
冷卻水路通常連接在一起,形成迴路。冷卻水路規劃可以是串行的或並行的。
- 冷卻時間
對零件進行充分冷卻以將其從模具中頂出所需的時間。
淨冷卻時間從保壓階段結束時開始。毛冷卻時間從速度階段結束時開始,因此包括保壓階段、保壓階段和淨冷卻時間。
- 冷卻器
一種自給式系統,包括製冷裝置和冷卻液循環機制,該機制包含貯槽和泵。
冷卻器透過持續再循環至射出模具之冷卻的冷卻液來維持最佳的熱平衡。
- 冷料井
射出之間可以在噴嘴中形成的一定量的冷聚合物。
如果在料道設計中未將其納入考量範圍,則冷料穴可能會阻塞灌嘴。為了確保冷料不阻塞灌嘴,可以在料道系統中加入冷料井。
- 冷料井
- 料道系統超出注料口或料道交點的較小延伸部分,大小足以容納材料的冷料穴。
- 批次
一次作業中使用的聚合物的量,也稱之為一批。
- 抗拉強度
以指定的溫度和指定的拉伸率從兩端拉伸材料時,材料承受的最大標稱應力。
- 固化
熱固型材料到達的一個階段,其中具有足夠的交聯來形成固體;交聯為化學反應的結果。
有時,術語固化用於描述熱塑型材料的凝固;此物理過程可從熱塑型材料中帶走熱量。
- 底流
兩個方向的流動波前相遇,然後暫時停止流動,且暫停時間足以產生凝固層時,會發生底流。然後,其中一股流動波前中的聚合物會反轉方向,流回外部凝固層之間。
流膠反向時,由於剪切生熱現象,凝固層的部分會再次熔解。從表面外觀和結構視角來看,流動反向會造成不佳的零件品質。
若要避免底流,請平衡所有流動,使它們的流動波前在充填末端相遇。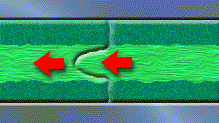
- 拔模方向
斜頂出器組合沿其移動的方向。
如果選取平面曲面或平面,則選取的曲面會與斜頂出器組合的 YZ 平面齊平組合。
如果將邊選取為拔模方向,則此邊的起點至終點的方向為正向。最接近游標的點為終點。用選取的邊於終點處建立垂直工作曲面。此垂直工作曲面會與斜頂出器組合的 YZ 平面齊平組合。
- 放置面
該平面可確定斜頂出器組合底部的位置。
- 放置參考點
與模座組合的 XY 工作平面平行的參考點或邊。它可定義相對的位置關係。
選取的點或邊在主組合中的 Z 座標與模座組合中 XY 工作平面的高度相同。
- 注射錐體
充填分析開始的數學點。
注射錐體位於模型表面 (射出位置)。塑型灌嘴和料道時,要考慮通過灌嘴的剪切率影響。
- 空心
當熔解的塑膠冷卻時由於塑膠從零件的中間拉開造成的塑膠零件瑕疵。
冷卻階段的材料收縮會造成空心。如果零件是透明的,則空心為外觀瑕疵。如果空心比較大,則為結構性瑕疵。
可通過在保壓階段使用適當的母模仁加壓來消除空心。
- 空射
聚合物熔膠注射至空氣中,而非模具中。其做為一種「性能測試」,可確保機器正常運作。
圓柱被拉回,與澆口襯套脫離,射出活塞前移,從而迫使熔解的塑膠從噴嘴射出。如果當熔膠從噴嘴中射出時您將其收集在金屬杯中,則可以使用高溫計探針來檢測溫度。這是測量熔膠溫度最精確的方法之一。
- 非流動溫度
射出後,聚合物在模具母模仁內部停止流動時的溫度。
- 非晶聚合物
以鬆散綁定的纏結的聚合物鏈為特性的聚合物族群。
非晶表示在沒有外力的情況下,分子彼此之間不存在擇優取向。
非晶聚合物處於極度冷卻的液態,並且通常比半結晶聚合物的縮水小。由於這些材料本質上不是晶體,因此它們不會展現出任何 X 射線衍射陣列。

- 非等向性縮水
不同方向上的縮水量不同。
由於沿纖維長度 (趨於沿流向) 的縮水限制,非等向性縮水會發生在充填的材料中。由於流動期間存在剪切,當分子沒有足夠的時間以從黏滯沿長度鬆弛時,此類縮水也會發生在未充填的材料中。
- 保壓階段
此階段包含保壓時間和冷卻時間。
- 保壓階段
此階段右保壓時間和冷卻時間組成。
- 受限灌嘴
射出模具中位於母模仁和料道之間的小型開口。
在對每個零件進行協助零件恢復後,灌嘴會整潔地斷裂。
- 玻璃纖維條痕
由於玻璃充填材料在模具壁的不同的縮水或突然凝固造成的粗糙纏結的條紋。
若要避免產生玻璃纖維條痕,請使用較短的玻璃纖維,並提高熔膠溫度或提高模壁的溫度。
- 相對衝錘速度曲線
用於尚未選取射出成型機時的設計階段。
可以將零件的幾何圖形、料道系統和灌嘴與速度曲線和注射時間配合使用,以分析流速峰值、最大射壓和鎖模力。射出成型機的選取以此分析的結果為基礎。
- 矩形料道
具有矩形斷面的料道。
由於具有高表面積與體積比以及受限的流域,因此不建議使用矩形斷面。
矩形料道沒有拔模,並且料道的頂出非常困難。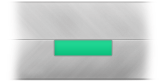
- 矩形灌嘴
通常與二板式工具一起使用的灌嘴;也稱為邊緣灌嘴。
它可以是直的,或者從澆導推拔到零件。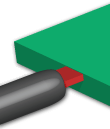
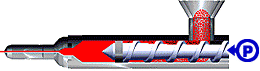
- 背壓
螺桿返回時,對其產生阻礙的壓力。
增加背壓的目的在於使螺桿更不易於返回。這樣能促進剪切生熱以及材料的混合,進而改進聚合物熔膠品質。
- 負載行程
射出成型螺桿的螺桿向後位置與螺桿零位置之間的距離;也稱為射出大小。
負載行程是對適用於每個塑膠零件之射出的聚合物量的測量。
- 迴路
形成完整曲面邊界的一組連接的曲線。
- 面域
可能包括平面和非平面曲面的鄰接或連接圖元的某個區域或選取。
面域的邊界線可以是曲線,也可以是直線。使這些線完全連接,但不相交。
- 首選成型視窗
一組定義最佳製程視窗的邊界,或者表示可行成型視窗之細分的製程參數集。
在該視窗邊界之外,可以用於對零件進行成型,但並不是最佳的製程。
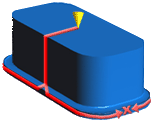
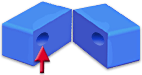
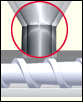
- 倒勾
模型中的嵌入區域,無法從模具中頂出。
這些區域需要一個滑動裝置,在分離這些區域時,該裝置會在互垂於公模仁和母模仁段的方向上滑動。在以下影像中,標示為 a 的部分為倒勾,標示為 b 的部分為分模面。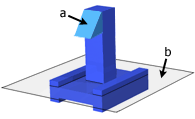
- 剝層
零件表面的局部分隔。
剝層的最常見原因是射出速度過度。

- 射出大小
射出成型螺桿的螺桿向後位置與螺桿零位置之間的距離;也稱為負載行程。
射出大小是對適用於每個零件之注射的聚合物量的測量。- 射出位置
迫使熔解的塑膠進入模具母模仁的位置。
不同的射出位置可以對塑膠零件的外觀和品質產生不同的影響。
- 射出重量
模具的一個完整充填過程中所傳送的塑膠質量,包括成型零件、注料口、料道和毛邊。
- 射出時間
用材料充填模具母模仁所花費的時間。
- 射出速度
射出階段聚合物射入模具母模仁的速度。
如果射出速度過高,則可能會導致塑膠零件中的零件瑕疵,例如溢料和脫層。
- 射出量
確定速度階段中,射入至模具母模仁的聚合物的量。
- 射壓
射出階段中衝錘套用至塑膠的壓力,該壓力會引起材料流動。
您可以使用位於噴嘴中的轉換器來粗略測量注射壓力。射壓與液壓之間存在直接的關係,稱為機器強化率。
- 扇形灌嘴
具有可變厚度的寬邊灌嘴,它允許透過大型輸入區域對大型零件或易碎模具部分進行快速充填。
扇形灌嘴用於在寬零件 (其中主要考量翹曲和尺寸穩定性) 中建立統一流動波前。
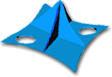
- 挫屈
面內膜能量到彎曲能量的轉換,通常涉及零件的較大變形。
挫屈是在大量面內負載情況下平面薄結構失敗的主要原因。
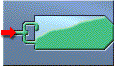
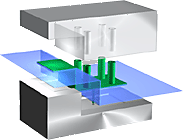
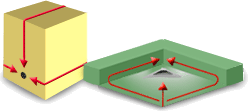
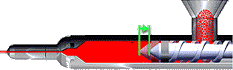
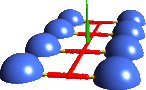
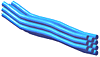
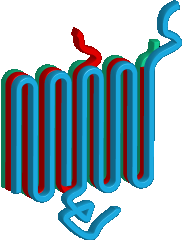
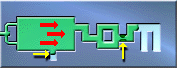
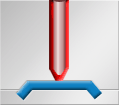
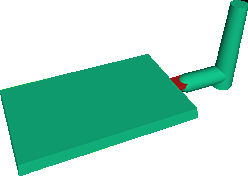
- 料道和料道系統
通道將聚合物從注料口饋送至模具中每個母模仁的灌嘴。
料道系統包括:- 料道 (以紅色顯示)。
- 注料口 (以綠色顯示)。
- 灌嘴 (以黃色顯示)。
- 料管
擠出機或射出成型機中塑化腔的圓柱部分。
料管形成該腔,在該腔內,塑膠樹脂從實體轉換為黏性熔膠。
- 料管容量
- 機器從衝錘或螺桿的一次向前運動中可以產生的最大材料重量。
- 料管效應
材料位於射出成型機料管中時,材料壓縮性的效果。
此壓縮性可以重要。計算和使用料管效應的模擬會產生更為精確的結果。
- 氣泡
在成型的可塑性產品中困入的空氣或氣體造成的內部球型空心。
氣泡與水泡不同。氣泡包含在零件中。水泡則位於零件表面上或在零件表面的附近,會導致表面變形。氣泡與空心也不同,空心是在冷卻時產生的真空。
- 氣指
當氣體壓力迫使設計的氣體通道之外的材料進行過多壓縮時,會在氣體射出成型過程中發生。
氣泡會擠入零件壁,從而形成指狀支管並可能造成結構和美學瑕疵。
- 流徑
- 熔解的塑膠在母模仁中沿其移動的路線。
- 紊流
在方向和速度上具有無規律變異之流體粒子的流體 (例如水) 流動時發生的流類型。
紊流被定義為雷諾數大於 4000 的流。雷諾數低於此數則為層流。
- 速度至壓力切換
當機器將螺桿位移控制從速度控制 (用於充填階段) 切換為壓力控制 (用於保壓階段) 時螺桿的位置。
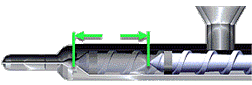
- 速度行程
射出成型機中螺桿向後位置與速度/壓力切換位置之間的距離。
速度行程是速度控制下所執行的總行程的一部分。
- 針尖灌嘴
小型較口,直徑一般為 0.75mm 或更小。
若要同時充填多母模仁模具中的所有母模仁,針點式灌嘴的尺寸必須在緊密度公差範圍內。針點式灌嘴僅會在零件上留下一個易於移除的小標記。但是,熔膠會較早發生凝結,通常需要第三塊板才能進行零件移除。針尖灌嘴還會導致高剪切率和高注入口壓力遺失。
間接灌嘴是針尖灌嘴的變體。在必須將射出位置轉移出零件中心時,可使用間接灌嘴。
- 高緩衝
當緩衝過大並且材料停留於料管中的時間過長時發生。
高緩衝可能會導致材料降解,並造成各種瑕疵。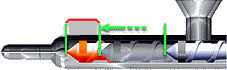
- 側型芯
射出階段中充填倒勾的模具部分。
倒勾是加工塑膠零件阻止從模具中頂出零件的功能。典型的倒勾是分模面方向上未配向的凹陷或孔。射出循環的冷卻階段之後,便會撤除側型芯以允許頂出零件。
- 剪力
由活動的塑膠和模壁之間的摩擦引起的一種變形。
- 剪切生熱
產生的熱是流內剪應力的結果;也稱為摩擦生熱。
以不同速度移動的相鄰層之間的摩擦會導致剪切生熱。與公模仁處相比,熔膠層越接近壁達到的溫度越高。當存在過早凝固風險時,可以在對零件薄壁的設計中利用此效應。
- 剪切率
剪切應變隨時間的變更率。
- 剪切應變
由於施加的負載引起聚合物變形時,變形狀態與原始狀態之比。
- 剪應力
移動的塑膠與模壁之間,以及以不同速度移動的塑膠層之間摩擦所造成的應力。
高剪應力可導致塑膠降解,或因為應力開裂而導致成型失敗。
- 唱片紋道痕跡
與唱片上紋道的外觀類似的表面瑕疵。
唱片紋道痕跡是模具中存在高流動阻力時形成的,該阻力可導致流動波前重複出現暫時停滯。
若要防止出現此瑕疵,請在減少注射時間時提高模具溫度和熔膠溫度。
- 基準點
- 該點可確定斜頂出器組合在 X 或 Y 方向的位置。
- 密度
透過將塑膠零件的質量除以其體積進行測量。
零件每單位體積的質量 (分子數) 越大,零件密度越大。零件的某些區域可以比其他區域密度高。
- 常態的厚度
對零件厚度的測量。
常態的厚度值範圍介於 -1 到 1 之間。在此範圍內,0 為零件中心的厚度,1 和 -1 為塑膠/金屬介面或模壁的厚度。
- 彩色條痕
- 通常由於流膠中的色料流動方位不同或塑化階段混合不良而發生。

- 排氣
對於模具的次要修整,以便滯留的空氣可以逸出。
當空氣滯留在母模仁中時,可能會使零件變黑或引起零件自燃。
- 排氣孔
- 流徑末端的允許空氣逸出母模仁的小型通道。

- 接點損失
熔膠流經饋送系統中縮水處時觀察到的壓降。
接點損失發生在注料口、料道和灌嘴之間。
- 控制限制
以統計方式確定的值,控制變數的範圍在這些值之間,而無需調整製程。
控制限制提供射出成型製程中變異的指示。
- 斜頂出器
有角的模具元件,可用來鬆開塑膠零件的倒勾部分。
斜頂出器貼附在下頂出板上。下頂出板向前移動時,斜頂出器將沿著有角的通道移動。產生足夠間隙後,它將鬆開倒勾。
- 斜頂出器角度
零件公模仁葉與 Z 軸之間的夾角。
- 族群名稱
材料的族群名稱,例如聚碳酸酯族群。
每種材料均是某個材料族群的構件。族群名稱的簡化版本為族群縮寫。例如,PC 為聚碳酸酯的族群縮寫。
某些族群包含子集,而且每個子集均存在一個縮寫。例如,TPE、TPO、TPU 和 TPR 為熱塑型彈性體族群內的族群縮寫。
- 梯形料道
難以切割分模線兩側的料道時,用於代替圓形料道的料道。
三板式工具和帶有滑動裝置的兩板式工具是使用梯形料道的幾種情形。
- 液壓
射出階段中套用至射出衝錘的壓力。
設定液壓是一種指定成型循環的速度階段的方法。液壓為主供水管路中來自泵的壓力,通常透過液壓管路的壓力錶進行測量。射壓與液壓之間存在直接的關係,稱為機器強化率。
- 淨洗
從射出成型機中清除一種顏色或一種類型的材料。
您可以將該材料與新顏色、新材料或其他淨洗材料一起清除。
- 深色條痕
充填期間對材料造成的熱損壞或工具排氣不充分,可能會導致褐色或銀色條紋。
若要避免黑色條紋,請改正排氣系統或減少射出速度或壓力。
- 設定點
衝錘速度和壓力曲線上的定義點。
對於衝錘速度曲線,其為離散射出速度與時間/位移座標。對於壓力曲線,其為離散射壓與時間/位移的座標。
- 過度保壓
是由於過多的材料被壓縮進一條流動路徑,而其它流動路徑仍在充填造成的,通常在充填時間最短的區域發生。
過度壓料可能會引起翹曲、溢料和循環時間過長以及零件重量過大。
- 閉合迴路控制器
一種對來自轉換器 (測量受控制的值) 的反饋做出反應的系統。該系統可自動進行調整,以確保可塑性零件生產保持在先前所確定的公差範圍內。
例如,您可以控制母模仁的壓力。將轉換器放置在母模仁內,並使用該測量工具調整對注射成型圓柱中的塑膠所施加的壓力。
- 頂出
- 以機械方式或使用壓縮的空氣將成型零件從模具中移除。
- 頂出時間
模具開啟以頂出零件的瞬間。
42 秒頂出時間表示從關閉模具進行射出到開啟模具進行頂出所消耗的時間為 42 秒。
- 頂出溫度
從模具中頂出零件時,它的平均溫度。
僅當零件具有足夠的強度承受頂出力,而不會出現過度翹曲或因頂針而產生痕跡時,才頂出成型零件。頂出溫度取決於樹脂、零件厚度、應用和現場環境條件。在較高溫度下頂出的零件可以減少冷卻時間,但可能會增加翹曲。
- 頂針
- 位於模具上,用於在開啟鎖模時將零件推出模具的銷。

- 單向流
充填階段中沿一個方向的流 (具有直流動波前)。
期望使用單向流,因為它可以改進機械性質並提高零件品質。聚合物注射位置決定流動方向。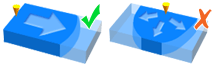
- 循環時間
從一個零件的頂出到下一個零件的頂出的時間。
循環時間是以下時間的總和:- 充填時間
- 壓料時間
- 冷卻時間
- 模具開啟時間
- 最佳化
尋找成型特定塑膠零件的最佳條件的過程。
零件幾何圖形、材料選取、射出位置以及製程條件均可進行最佳化。
- 減壓
螺桿遠離噴嘴且不進行旋轉的移動;用於防止滴料。
在噴嘴不具有可以防止滴料的閥灌嘴的情況下,減壓可以用於低粘度材料,例如 PA-66。
- 短射
- 模具母模仁的不完整充填,會造成不完整零件的產生。

- 等向性材料
在所有方向均具有相同性質的材料。
等向性材料中配向或結晶度不受方向影響。
- 結晶
結晶度達到的級別由冷卻率決定。結晶率是溫度和時間共同的函數。
結晶含量少,則冷卻率快;反之亦然。結晶度影響收縮率。較高的結晶度會導致較高的收縮率。
相對於較薄剖面,射出成型零件的較厚區域的冷卻很可能會較緩慢,因此較厚部分具有較高結晶度和較大縮水率。
在冷卻期間,某些聚合物形成有序分子結構 (稱為微晶)。
- 結晶形態
做為特定模具設計、零件幾何圖形和製程條件結果形成的結晶形狀和大小。
結晶的形狀和大小會顯著影響成型材料的性質。
- 結晶度
凝固時聚合物中達到有序狀態的分子數與仍然處於無序狀態的分子部分之比。
非晶聚合物的結晶度為 0%,但是沒有結晶度可以達到百分之百的晶體聚合物。
- 結晶聚合物
以其分子在凝固過程中可形成有序排列為特性的聚合物族群。
由於分子可以有序的狀態緊密組合在一起,因此結晶聚合物通常比非晶聚合物密度大。沒有一種聚合物可以達到 100% 結晶度。某些分子會保持無序狀態,並形成材料的非晶零件。
結晶聚合物顯示 X 射線衍射陣列,可用於偵測結晶度的等級 (從強度方面) 和識別聚合物 (從陣列方面)。
- 絕對最大熔膠溫度
顯示製造廠商建議的用於材料熔膠製程設定的最高溫度。
在絕對最大熔膠溫度時進行加工,可能需要特殊預防措施以及減少的滯留時間。請參閱樹脂製造廠商處理規格,以取得有關處理溫度的更詳細的建議。
- 絕對衝錘速度曲線
當射出成型機的主要參數 (例如螺桿直徑和最大射出速度) 為已知的情況下使用。
模擬結果可堪比射出成型機中獲得的實際結果。
- 補強肋
- 長而薄的相交壁,用於強化塑膠零件的外壁。
- 補償階段
- 射出成型過程期間,射出塑膠以補償塑膠冷卻時所發生縮水的階段。
- 開放迴路控制器
不具有反饋迴路的控制器類型,不會對要控制的值的測量進行回應。
- 開裂
在塑膠元件中形成狹窄的分隔。
開裂是由於內部或外部應力造成的化學鍵斷裂導致的。
- 圓形注料口
具有無推拔圓形斷面的注料口。
通常將圓形注料口用作熱支路系統的注入口。
- 圓形料道
具有最佳體積與表面積比的最常用斷面。
切割圓形料道時務必小心,以確保分模線處完全相符。
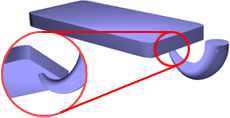
- 圓錐形弧灌嘴
當零件頂面的外觀和缺陷很明顯時所使用的一種灌嘴。它也稱為香蕉狀、螺式、牛角狀、鉤狀、懸吊式、跳躍式、彎道式、腰果狀灌嘴。
圓錐形弧灌嘴從分模面形成隧道,在零件下側上升。
- 圓錐形注料口
一種在冷料道工具中使用的錐形環狀注料口
圓錐形注料口是工具流動路徑的注入口。
- 圓錐形料道
具有圓形斷面和沿料道長度推拔的直徑的料道。
圓錐形料道最常用於三板式工具下降的料道中。
- 圓錐形灌嘴
與兩板式工具一起使用的常見灌嘴類型;也稱為子灌嘴、下潛式或隧道式灌嘴。
圓錐形灌嘴從料道推拔到零件。
- 塑化
- 原材料變為熔膠並透過旋轉動作推至螺桿前端的過程。

- 塑膠零件方向
分模面的法線方向。
由於塑膠零件是隨機建置的,因此塑膠零件的方向也是隨機的。模具設計必須調整塑膠零件的方向以與開啟方向對齊。
- 填充物
可以加入至射出成型之聚合物的材料。
將填充物加入至聚合物可以提供聚合物的強度,並協助確保產生優秀品質的零件。
- 蒲松氏比
與處於抗拉應力下之材料相關的比率 (v12)。
該比率為為橫向或橫斷面的收縮應變 (在第二主方向) 與縱向應變 (在第一主方向) 的比。
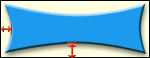
- 較厚且塊狀
用於描繪與薄壁薄殼差異懸殊之幾何圖形的特性的術語。
薄壁薄殼具有明顯可識別的厚度 (t),比零件的橫向直徑 (L) 小得多。即,(t) 除以 (L) 遠遠小於 1 (t/L << 1)。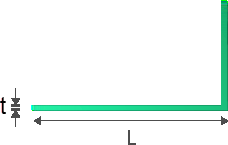 對於存在顯著區域不滿足此條件的較厚且塊狀零件,此公式不成立。
對於存在顯著區域不滿足此條件的較厚且塊狀零件,此公式不成立。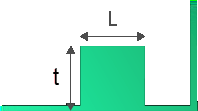
- 雷諾數
雷諾數是定義管道中流體流之比的比率。它所描繪的特性是迴路中可以發生的特定流動狀態。
水中開始出現紊流是介於 2300~4000 之間。雷諾數等於或高於 4000,代表紊流;紊流是冷卻應用的首選。但是,迴路中的雷諾數越高,泵送紊流並使其通過迴路所需的能量越多。因此,冷卻迴路中理想的雷諾數為 10,000。與高於 10,000 的雷諾數相關的泵送損失,會超過熱傳導所得 (可透過較高雷諾數來得到)。
- 模仁型腔深度
模座組合的 XY 工作平面與佈局的底面之間的距離。
- 模仁銷
伸入模具母模仁以在零件上建立一個穿孔或盲孔的鋼桿。
可以使用不同直徑的模仁銷輕鬆取代某個模仁銷,以建立滿足設計需求的不同大小的孔。
- 模具
一系列包含在高壓下將熔解的塑膠射入其中的一個或多個母模仁的機製鋼板:也稱為鑄模。
模具還可起到熱交換器的作用,熔解的熱塑型塑膠於其中凝固成母模仁所定義的形狀。
- 模具開啟方向
模具活動端的行程方向。
沿模具開口方向頂出塑膠零件。模具設計需要一致的座標系以定位元件。模具設計的開啟方向為 Z 軸正方向。
- 模具開啟時間
模具開啟的時間段。
模具開啟以頂出可塑性零件時,模具開啟時間開始。模具關閉以便螺桿開始向前移動以進行注射時,模具開始時間結束。
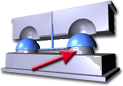
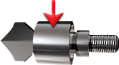
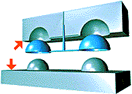
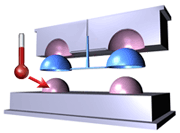
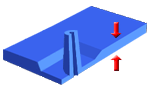
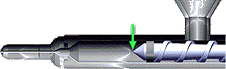
- 模具溫度
塑膠-金屬介面的溫度,或者模具內部的模具表面溫度。
模具的母模仁側和公模仁側的不同模具溫度可以緩解冷卻不均或翹曲問題。
以下影像中的箭頭展示了塑膠-金屬介面。
- 模座
模具設計中的基本組合由數個模具板和標準元件組成。
- 滴料
聚合物從噴嘴、注料口或灌嘴中滲漏。
滴料會在模具中產生細塑膠線。
- 漏斗
- 容納聚合物並將其饋送至射出成型螺桿的成型機容器。
- 熔合線
-
當兩個或多個流動路徑相交而導致充填塑膠零件時流體匯集,從而產生的缺點或可見的裂隙。
熔合線可能由零件中的孔或入子、多個注射灌嘴或可變的壁厚造成,可能會發生遲滯或競流效應。
平行流通常形成熔合線。多股流以較大角度相遇通常會形成熔接線。
註記:
如果模型網面過粗,則「研究任務」
窗格中的接合線結果無法顯示接合線。熔接線通常比熔合線更為脆弱。材料類型、填充物的類型和數量以及熔合線處的壓力和溫度都會影響熔合線的品質。
- 熔接線
充填過程期間,因兩條或多條流動路徑相交而造成的缺點或可見裂隙。
可能會導致遲滯的零件中的孔或入子、多個注射灌嘴或可變的壁厚可能會造成熔接線。如果不同的流動波前在相遇前冷卻,則無法重新合併好,從而造成成型零件的缺點。還會出現一條線、一個切口和/或顏色變更。
熔接線的質量取決於材料類型、添加劑的類型和數量以及熔接線上的壓力和溫度。
請將熔接線移動至強度的重要性較低且可見外觀較不明顯的區域。可透過變更以下各項來移動熔接線:- 灌嘴位置和尺寸
- 壁厚
註: 如果模型網面過粗,則「研究任務」窗格中的接合線結果無法顯示所有接合線。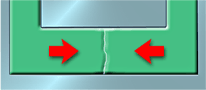
- 熔解溫度
聚合物開始流入模具時的溫度。
- 熔膠密度
在平均製程溫度和零壓力或接近零壓力時聚合物的單一點密度值。
- 網路料道
- 流動波前於其中分流,然後再匯集在一起的料道,也稱為循環料道或料道迴路。
- 聚合物
由重複鏈結的分子單元 (稱為單體或基體) 構成的長鏈結構,通常具有高分子量的天然或合成化合物。
單體相對較輕且簡單。化學聚合製程從單體建置聚合物。
雖然術語塑膠通常用作聚合物的同義字,但是實際上塑膠是一種聚合化合物。塑膠由塑化劑、穩定劑、填充物和用於製程和效能的添加劑制成。
非塑膠聚合系統包括橡膠、纖維、黏著劑和表面塗層。
將聚合物加工成終端產品涉及物理變更 (例如熱塑型材料的熔解和凝固) 或熱固型材料的化學反應。
- 製程條件
控制成型製程的變數。
製程條件包括:- 射出速度
- 套用至熔膠的壓力
- 模具溫度和熔膠溫度
- 要使用的材料等級
- 製程參數
一般與成型機設定對應的變數。
常用的製程參數包括:- 最大射壓
- 螺桿緩衝
- 壓力行程
- 循環時間
- 負載行程
- 平均射壓
- 製程控制
對射出成型機製程參數的監控和修正,以確保生產出良好的零件。
- 閥灌嘴
熱料道系統的一個元件。
熱料道的注料口透過母模仁板降至零件之上。每個注料口均具有一個桿,可將其向前移動以切斷通過注料口的流。注料口的開啟時間定在熔膠波前剛通過該位置之後。通過熱料道系統的較低壓降會傳給灌嘴。結果會造成較低的充填壓力,並減少可塑性零件中的接合線數。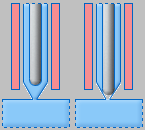
- 噴嘴壓力
噴嘴處套用至聚合物的壓力。
設定噴嘴壓力是一種指定聚合物的射壓的方法。
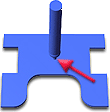
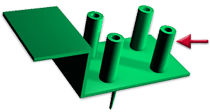
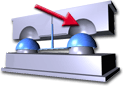
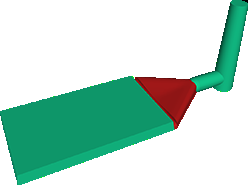
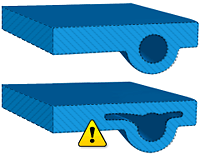
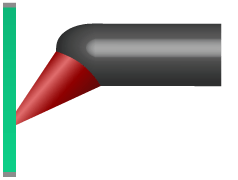
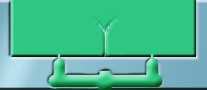
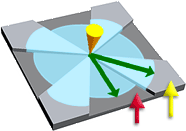
- 導流器和偏流器
設計透過引導流 (導流器) 或偏轉流 (偏流器) 導向流動波前的有厚度的曲面。
導流器是母模仁的較厚部分 (在下圖中以黃色箭頭表示),它會引導流。偏流器是母模仁的較薄部分 (以紅色箭頭表示),它會束縛流,並使其慢下來。
- 導熱管
用於熱交換器中,以在不增加由流體流經管道引起的壓力損失的情況下提高熱傳導率。
- 導線短路指數
表示由通過積體電路的塑膠流產生的力的值,也稱為短路指數。
導線短路指數是模型中每個格線點之黏度時間的速度之和。可以將該結果除以格線點數。
某些包含導線之模型的區域中導線短路指數較高,這表示可能發生導線斷裂的位置。
因為黏度取決於溫度、剪切率和固化比,所以您可以透過變更為這些變數來降低導線短路指數。
- 層流
發生於流體 (例如水) 緩慢移動時,這時流體粒子沿與通道或壁平行的直線路徑流動。
層流被定義為雷諾數小於約 2300 的流。雷諾數大於 2300 則為紊流。
- 摩擦
與運動相悖的力。
有時,當零件頂出時,零件和模壁之間存在高摩擦。該零件可能無法頂出,或在頂出過程中遭到損壞。
- 標稱零件厚度
零件整體的預期壁厚。
通常,此值為零件大部分的壁厚。在整個零件上,標稱厚度的變化最好不會超過百分之十。某些設計特徵 (例如凸轂或鉸鏈) 可能會比標稱厚度厚或薄,但這些只是局部變異。
- 澆口
熔解的聚合物從料道流至母模仁所通過的通道。
一般而言,灌嘴較小,並且首先凝固。

- 澆口
- 聚合物流經的從成型機噴嘴到料道系統,或直接到零件的主饋送通道。

- 熱降解
材料品質不佳而造成的不良零件。
如果料管溫度過高、螺桿的旋轉速度過快或噴嘴直徑過小,則可能會發生熱降解。
- 熱傳導係數
每單位長度每攝氏度所傳導熱量的比率,以單位 W/m.°C 表示。
熱傳導係數是對材料可以導熱的比率的測量。在壓力和材料熔膠溫度範圍的平均溫度下,可確定該比率。
- 盤狀或隔膜灌嘴
用於進澆具有開闊內徑的圓柱形或圓形零件。
當同心度是重要的尺度要求,並且無法接受熔接線時,可使用盤狀或隔膜灌嘴。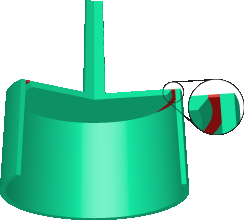
- 緩衝
螺桿向前位置和螺桿零位置之間的距離。
緩衝容納充填母模仁後殘留在料管內的聚合物。然後,緩衝內的大部分熔膠將用於壓料階段中的補償流。
- 衝錘
- 將聚合物推入模具的射出成型機中的零件,也稱為螺桿。

- 衝錘速度曲線
用於在射出循環的充填階段中改變衝錘移動。
衝錘速度曲線圖由直線連接的設定點組成。設定點確定注射過程中於螺桿的特定位移測量值處所採用的衝錘速度。
- 遲滯
由於材料優先流動到模具母模仁中限制較鬆的區域而造成的流動波前速度降低。
在具有多個流動路徑的零件中,狹窄的區域中流體會減速或遲滯。此情形會造成熔膠冷卻,以及在某些情況下充填未完成就凝固,從而造成短射。流動遲滯最可能發生在包含狹窄的隔膜、肋和鉸鏈的零件中。
- 機器增強比
射壓與液壓之間的關係。
機器強化率為螺桿前端材料壓力與射出成型機活塞中油壓的比率。典型比率為 10,該比率的範圍通常介於 7 至 15 之間。
機器強化率可以使用螺桿面積除以活塞面積進行計算。
- 燒灼痕跡
塑膠零件表面的瑕疵,顯示為棕色或黑色痕跡。
有時,當在擠壓過程中非常快速地加熱滯留空氣並燒灼周圍的塑膠時,會導致不通氣的包封。這種情況可能會導致燒灼痕跡。
衝錘速度曲線可為空氣從模具中逸出提供更多時間,通常用於防止此問題。

- 薄殼
- 形成開放薄殼的一組連接的曲面。
- 輻射分型溢放曲面
建立分型溢放曲面的方法。
首先選取一條邊,然後為邊的起點和終點設定方向。為提高曲面品質,可以將點加入至選取的邊並為該點設定方向。
- 靜止時間
壓縮成型作業中模具關閉週期的暫停期間,以允許氣體從成型材料中逸出。
- 壓力 - 體積 - 溫度 (PVT)
描述將材料的單位體積 (1/密度) 表示成溫度與壓力的函數的資料。
PVT 描述整個加工範圍內聚合物的溫度/壓力關係。
- 壓力曲線
由直線連接的設定點所組成的圖形。
設定點確定特定時間間隔所套用的壓力。壓力曲線控制一個循環的壓力階段中對零件進行壓料的方式。

- 壓力行程
壓力控制下執行的總行程的一部分。
壓力行程為射出成型機中速度至壓力切換位置和螺桿前位置之間的距離。
- 壓力梯度
沿流徑每單位長度的壓降。
自一位置至另一位置的壓降為充填過程中推動熔解聚合物流動的力。聚合物永遠從較高壓力向較低壓力移動,與水從高處流至低處相似。
期望使用較均勻的壓力梯度進行充填。不均勻的壓力梯度通常表明存在問題,例如流動遲滯、過度壓料 (導致溢料) 和壓料不足 (導致大量縮水)。
- 壓力階段
射出成型過程期間,使用機器螺桿將壓力套用至熔膠以對母模仁進行壓料的階段。
- 壓料時間
射出週期中,從充滿模具到釋放壓料壓力的時間長度。
- 壓縮性模型
描述塑膠材料的壓力、溫度和體積 (PVT) 之間的關係。
加熱的塑膠可壓縮,而且材料的壓縮性會影響用於生產加工零件所需的塑膠體積。此軟體使用帶有 13 個係數的雙域修改後的 Tait PVT 壓縮性模型。
- 環形料道
具有熱中心元素或閥,或熱外表面 (具有中心閥) 的料道。
環形料道可用於熱支路,但其最常用於熱降或閥灌嘴。
- 環形灌嘴
一種與熱料道系統閥灌嘴一起使用的灌嘴。
環形灌嘴減少了接觸表面,可降低射出點的可見性,這會優化零件的外觀。
- 縮痕
成型零件表面的可見瑕疵。
體積收縮的差異會造成縮痕。它們可能會出現在貼附了肋或凸轂之表面的對邊。它們還會出現於在保壓階段未充分補償體積收縮之零件的較厚區域。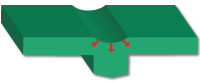
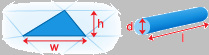
- 縱橫比
零件區域的寬度與長度之間的關係,它會影響分析的準確性。
在敏感區域 (例如灌嘴或氣體射出模擬中的氣體通道) 中,縱橫比尤為重要。
當描述纖維時,術語縱橫比表示纖維長度與直徑的比率。
- 螺旋隔水柱
具有螺旋形狀通道的公模仁。
螺旋隔水柱會使液體從中流過並帶走熱量。
- 螺桿
將聚合物推入模具的射出成型機中的零件。
螺桿是旋轉於射出成型機料管中的軸,用於處理和準備要進行射出的材料。- 螺桿向前位置
- 一個循環過程中,螺桿向前所能達到的最遠位置。

- 螺桿向後位置
- 下一個循環開始之前,將螺桿帶回的位置。
- 螺桿位移
射出階段中螺桿已移動的距離。
- 螺桿速度
射出階段中螺桿移動所採用的速度。
- 螺桿零位置
螺桿向前可達到的最遠位置。
零螺桿位置是螺桿末端接觸料管或接觸機器終端的位置。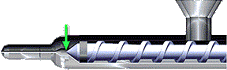
- 黏度
對在模具母模仁內材料受到的流動阻力的測量。
- 黏度指數
在剪切率為 1000 1/s 與指定溫度下的材料黏度。
例如,VI(240)125 表示在剪切率為 1000 1/s 並且溫度為 240C 時,材料的黏度為 125 Pa.s。
黏度指數用於比較一種材料與其他材料的黏度。
- 黏度模型
影響黏度的變數之間的關係。
聚合物的黏度取決於溫度、壓力和剪切率。有數個數學模型可用於描述黏度。
- 翹曲
- 翹曲是由於內部應力變更不均所導致的零件缺陷。
- 轉換溫度
發生熔態至固態的轉換時聚合物的凝固溫度。
轉換溫度對應於非晶材料的玻璃轉換溫度 (Tg),以及半結晶聚合物的結晶溫度 (Tc)。
- 轉換器
一種用來測量值的機械或電氣裝置。它將測量結果傳達給記錄者或可以將測量結果與所需值進行比較的裝置。
- 邊界分型溢放曲面
用於建立分型溢放曲面。
選取幾何圖形,然後設定幾何圖形起點和終點的方向。如果將面做為幾何圖形進行選取,則不會設定方向。
- 邊緣灌嘴
位於模具的分模線上的灌嘴。
邊緣灌嘴通常從側面、頂部或底部充填零件。
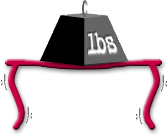
- 鎖模力
- 注入母模仁的塑膠施加反壓力時,要托住關閉的模具所需的力。
- 鎖模容積
- 對射出成型機可以在完整成型壓力下穩固保持母模仁和料道處於關閉狀態的母模仁和料道最大投影面積的測量。
- 雙折射
透明材料的一種光學性質,在這些材料中,通過材料的光的折射率取決於光的偏光方向。
雙折射為材料和零件經受之應力的性質。雙折射可能會導致光學缺陷,例如非均勻偏振和雙重影像。
- 霧面痕跡
成型零件光滑或有光澤的表面上的霧面部分。
模壁處塑膠的不同流動行為會導致零件光澤面的不同。它們是由不同的冷卻條件和收縮造成的。透過對材料進行乾燥處理、降低注射速度或增加背壓來消除霧面部分。

- 灌嘴疤
在對灌嘴進行修剪後,仍存在於零件表面上的痕跡;也稱為灌嘴殘餘或證痕。
- 灌嘴凝固
保壓階段期間,灌嘴處的聚合物凝固成固體並且無法將更多的聚合物壓料進模具母模仁的瞬間。
- 競流效應
熔解的塑膠流入較厚的區域比流入細小區域更容易發生此現象。
塑膠流會分開然後充填較厚的區域,之後再次合併以充填較薄的區域。重新合併的塑膠流可以倒退以在較細的區域內與迎面而來的塑膠流相遇。
競流效應可能會造成包封、熔接線和高內部應力的區域。
- 彎矩
- 施加於圖元的力或負載,它將使圖元繞軸發生彎曲。
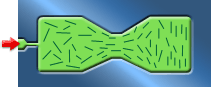
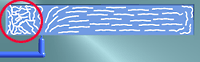
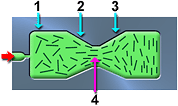
- 纖維排向
纖維的主要軸線相對於加纖材料之流動方向的方向。
在以下影像中:- 注射位置附近處於隨機配向的纖維。
- 匯集流域中處於流向配向的纖維。
- 發散流域中處於橫斷面配向的纖維。
- 受限制的流域中與流動方向平行的纖維。
- 鑲嵌
平面上形狀的重複,覆蓋所有面域。
可以輕鬆鑲嵌方形、三角形和六邊形。