Questa pagina permette di gestire il tipo di macchina CNC che FeatureCAM usa per l'output NC.
File CNC: visualizza il percorso del file post-processor. Fare clic su Sfoglia per trovare e scegliere un altro file post-processor.
Inizio blocco — Imposta il numero della linea iniziale per i programmi CNC.
Incremento blocco — Imposta l'incremento tra numeri della linea nei programmi CNC.
Massimo blocco — È il numero massimo del blocco per il programma NC.
Riordina movimento compensazione taglio per vecchi controlli Agie — Selezionare questa opzione se si sta elaborando a una macchina con un controllo da Agie. Se selezionate, le linee del codice NC che corrispondono alla compensazione di taglio sono elaborate in output in un ordine diverso.
Salta movimenti che si muovono meno di questa percentuale del diametro del filo — Impedisce che siano inviati movimenti troppo piccoli al controllo EDM. Se un movimento è troppo piccolo, non viene elaborato in output. Non appena il programma fa avanzare il filo a un punto che è maggiore di questa soglia, il movimento viene elaborato in output direttamente a quella posizione.
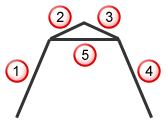
In questo esempio, se il movimento 2 è troppo corto, non viene elaborato in output. Se la distanza dalla fine di un movimento 1 alla fine del movimento 3 è abbastanza lunga, il movimento 5 è inserito tra i movimenti 1 e 4.