Esta página controla o tipo de máquina CNC que o FeatureCAM toma como alvo para a saída NC.
Arquivo CNC — exibe o caminho do arquivo de pós-processador. Clique em Procurar para localizar e selecionar outro arquivo de pós-processador.
Início Bloco — Define o número da linha inicial para os seus programas CNC.
Incremento Bloco — Define o incremento entre números de linha nos seus programas CNC.
Máximo do Bloco — O número de bloco máximo para o programa CNC.
Reordenar mov. de comp de corte p/ controles Agie antigos — Selecione essa opção se você estiver pós-processando para uma máquina com um controle Agie. Quando selecionado, as linhas do código numérico que correspondem à compensação de fresa têm saída gerada numa ordem diferente.
Pular movimentos que percorram menos que essa porcentagem do diâmetro do fio — Isso evita que movimentos muito pequenos sejam enviados para o controlador EDM. Se um movimento for muito pequeno, não terá saída gerada. Assim que o programa avança o fio para um ponto além desse limiar, então um movimento é gerado diretamente para essa posição.
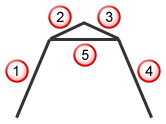
Neste exemplo, se o movimento 2 for muito curto, não tem saída gerada. Se a distância a partir do final do movimento 1 até o final do movimento 3 for suficientemente longo, o movimento 5 é inserido entre os movimentos 1 e 4.