Utilize o item Distribuição de Ponto para controlar a distribuição de ponto entre pontos consecutivos do movimento de corte num percurso.
Selecione guia Edição de Percurso > painel Editar > Distribuição de Ponto para exibir o diálogo Distribuição de Ponto.
Esse diálogo contém o seguinte:
Distribuição de ponto de saída controla a distribuição de ponto ao longo dos movimentos de corte de um percurso.
-
Tipo de saída — Selecione o tipo de distribuição de ponto ao longo dos movimentos de corte.
-
Tolerância e manter arcos — Selecione para remover automaticamente pontos desnecessários ao longo dos movimentos de corte, mantendo a tolerância.
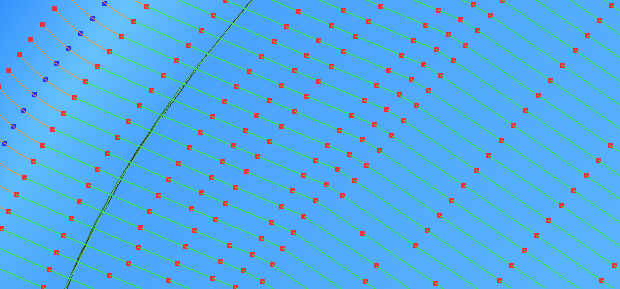
Os pontos não estão regularmente espaçados pois pontos desnecessários foram apagados. Alguns dos pontos podem ser azuis: esses pontos indicam centros de arcos. Os pontos vermelhos de cada lado dos pontos azuis são as extremidades dos arcos.
- Tolerância e substituir arcos — Selecione para substituir arcos por segmentos de linha reta e remover pontos desnecessários ao longo dos movimentos de corte, mantendo a tolerância. Isso é semelhante a Tolerância e manter arcos exceto que todos os arcos são substituídos por segmentos de linha reta (polilinhas). Esta opção é adequada para máquinas ferramenta que não trabalham bem com arcos.
-
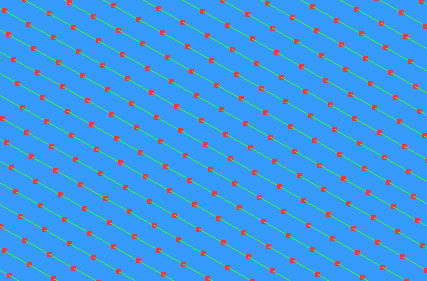
Redistribuir — Selecione para permitir a inserção de novos pontos ao longo dos movimentos de corte. Isso assegura uma distância constante entre pontos, inserindo pontos extras apenas quando necessário para manter a tolerância. Isso pode ser especialmente útil ao selecionar as opções Distância de separação de ponto ou Ângulo de separação de ponto. Redistribuir pode aumentar o tempo de criação de percurso, mas reduzir o tempo na máquina ferramenta. Esta opção é adequada para máquinas ferramenta que possam lidar com um grande número de pontos uniformemente espaçados.
-
Ajustar arcos — Selecione para criar movimentos de corte com arcos inseridos onde possível. Esta opção é adequada para máquinas ferramenta que possam lidar bem com arcos, mas somente está disponível para percursos 3-eixos. Posicione a ferramenta e passe pelo percurso para visualizá-lo de forma mais clara.
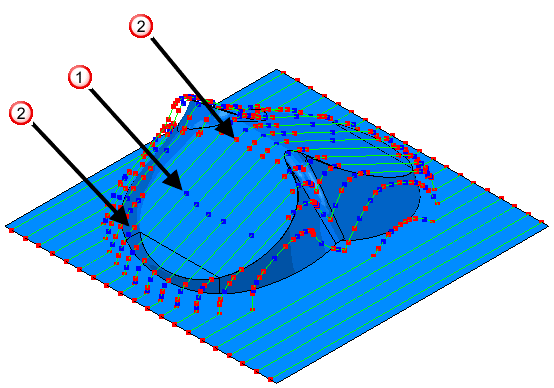
 Os pontos azuis indicam os centros dos arcos.
Os pontos azuis indicam os centros dos arcos.  Os pontos de extremidade dos arcos são os pontos vermelhos de cada lado de um ponto azul.
Os pontos de extremidade dos arcos são os pontos vermelhos de cada lado de um ponto azul.
-
Tolerância e manter arcos — Selecione para remover automaticamente pontos desnecessários ao longo dos movimentos de corte, mantendo a tolerância.
- Fator de Tolerância — Insira um valor para determinar quantos pontos são removidos. Esse valor precisa estar entre 0 (remove um número mínimo de pontos) e 1 (remove um número máximo de pontos mantendo a tolerância, de forma que o percurso contenha o número mínimo de pontos).
Distância de separação de ponto — Selecione para limitar a máxima distância entre pontos consecutivos do movimento de corte.
- Distância máxima — Insira a distância máxima entre pontos consecutivos do movimento de corte.
Ângulo de separação de ponto — Selecione para limitar a máxima alteração em ângulo entre pontos consecutivos do movimento de corte.
- Ângulo máximo — Insira o ângulo máximo entre pontos consecutivos de movimento de corte. Isso é útil ao se aproximar da posição gimbal lock da sua máquina ferramenta, onde pequenas mudanças angulares podem levar a grandes mudanças nos ângulos de azimute e elevação. A fim de assegurar que o ângulo máximo não seja excedido, o PowerMill insere pontos adicionais de percurso, o que diminui a velocidade da máquina ferramenta.
Gimbal lock é uma configurações específica de uma máquina ferramenta multi-eixos que ocorre quando o eixo ferramenta se alinha com pelo menos um eixo rotativo devido à posição de um ou mais pontos do percurso. Essa configuração resulta em movimentos não desejados pois, próximo da posição gimbal lock, pequenos ajustes no eixo ferramenta podem exigir grandes alterações num eixo rotativo.
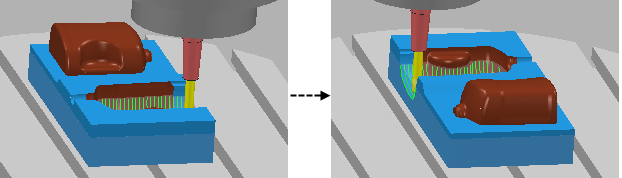
A imagem abaixo mostra o eixo rotativo de uma máquina ferramenta mesa-mesa girando (indesejavelmente) quase 180
 em um segundo. Isso porque a máquina ferramenta usina um ponto de percurso na base da cavidade da garrafa que coincide com a posição gimbal lock da máquina ferramenta.
em um segundo. Isso porque a máquina ferramenta usina um ponto de percurso na base da cavidade da garrafa que coincide com a posição gimbal lock da máquina ferramenta.
Configuração de eixo rotativo — O campo somente-leitura exibe o sistema de coordenadas que o PowerMill utiliza para Redistribuir pontos do percurso, se Tipo de saída estiver configurado como Redistribuir. Para especificar o plano de trabalho utilizado pelo PowerMill, selecione uma opção de configuração de eixo rotativo na página Máquina ferramenta de um diálogo de estratégia.
Malha especifica o tamanho da malha de triangulação com relação à tolerância de usinagem.
- Fator de Malha — Insira um valor, entre 0 e 1, para efetivar a tolerância de triangulação. Quanto menor o Fator de Malha mais fina é a malha, e consequentemente o percurso leva mais tempo para ser calculado, sendo porém mais preciso.
- Limitar compr. máx. de triângulo — Selecione para limitar o comprimento máximo de um triângulo.
- Comprimento máximo do triângulo — Insira o comprimento máximo da hipotenusa do triângulo. Limitar o comprimento máximo de triângulo diminui o facetamento em superfícies suavemente curvadas. Porém, aumenta o tempo de usinagem pois mais triângulos são gerados. Assim, apenas limite o comprimento do triângulo onde o facetamento causa problemas.