Utilize a página Fresamento de face de figura para especificar os parâmetros de usinagem de face de figura.
Expansão XY — Insira uma tolerância nas direções X e Y no bloco. Isso é útil onde o bloco real é maior que o bloco do PowerMill pois assegura que o percurso de fresamento de face usine todo o material.
Avanço de engrenamento (%) — Insira um valor para controlar o avanço do percurso, conforme se aproxima do bloco, até o acoplamento total com o bloco. Isso é útil para evitar que insertos da ferramenta quebrem ao mergulhar no modelo com uma taxa de avanço alta. Por padrão, isso é configurado como 100% de forma a não haver redução de avanço de acoplamento.
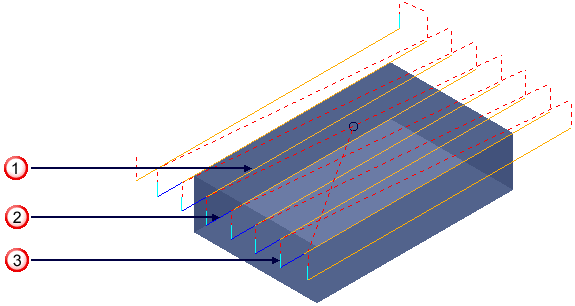
 - Avanço de corte
- Avanço de corte
 - Avanço de acoplamento
- Avanço de acoplamento
 - Avanço de mergulho
- Avanço de mergulho
Tolerância — Insira um valor para determinar a precisão com que o percurso segue a figura.
Estilo — Selecione o estilo Raster ou Offset para remoção de material.
Passo lateral — Insira a distância entre passos sucessivos de usinagem.
 Copiar passo lateral da ferramenta — Clique para carregar a profundidade de corte radial dos dados de corte da ferramenta ativa. A profundidade de corte radial é medida normal ao eixo da ferramenta.
Copiar passo lateral da ferramenta — Clique para carregar a profundidade de corte radial dos dados de corte da ferramenta ativa. A profundidade de corte radial é medida normal ao eixo da ferramenta.
 .
.
Passo vertical
Profundidade de material — Insira a profundidade total de material a ser removido.
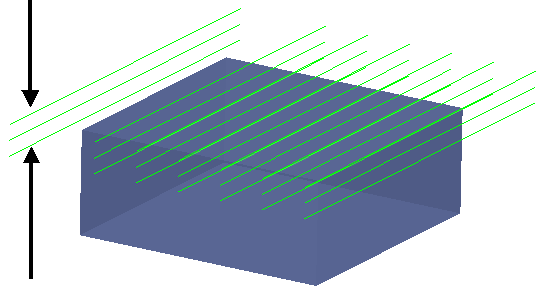
Passo vertical— Insira a distância máxima entre passos sucessivos.
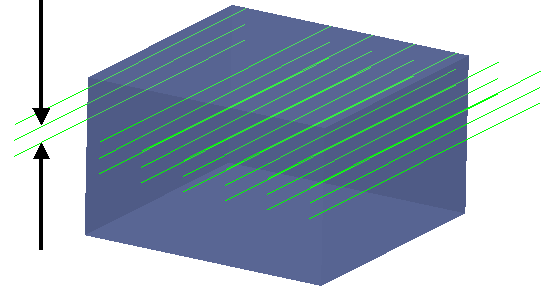
Copiar passo vertical da ferramenta — Clique para carregar a profundidade de corte axial dos dados de corte da ferramenta ativa. A profundidade de corte axial é medida ao longo do eixo da ferramenta.
.