预钻差异
“预钻”操作在使用 NT 刀具路径与使用传统刀具路径的方式上存在一些差异。
- 可以将“预钻”操作与 NT 之字形刀具路径结合使用。“预钻”操作不适用于传统之字形刀具路径。
- 使用 NT 刀具路径时,如果使用“预钻”操作,之字形斜向将自动被禁用。原始螺旋刀具路径不支持自动禁用,当使用“预钻”操作时,必须将“最大斜向角度”设置为 0,才能禁用之字形斜向。
- NT 刀具路径的“预钻”操作包括多高度岛的顶部(原始刀具路径不支持)。
- 传统螺旋刀具路径对于使用“下切点”属性的预钻位置支持手动下切点。NT 刀具路径仅支持自动位置。
行距差异
在“特征属性”对话框的“行距”选项卡上,用于 NT 刀具路径的属性存在一些差异:
对于 NT 刀具路径,有两个“斜向进刀类型”选项:
- 光顺 - 此选项类似于传统刀具路径选项“S 型”。
- 直接 — 此选项类似于传统刀具路径选项“直线”。
可以为 NT 刀具路径指定不同的“切入”和“切出”选项:
NT 刀具路径具有“外侧进刀”选项。只要刀具从毛坯下切,该选项便会自动添加一个小切入。选择该选项后,切入选项将处于禁用状态。取消选择此选项可手动将切入指定为直线、圆弧和/或刀具路径延长。
注: NT 刀具路径的“角度”属性仅支持正角度。系统将自动确定相对于刀具路径的方向。
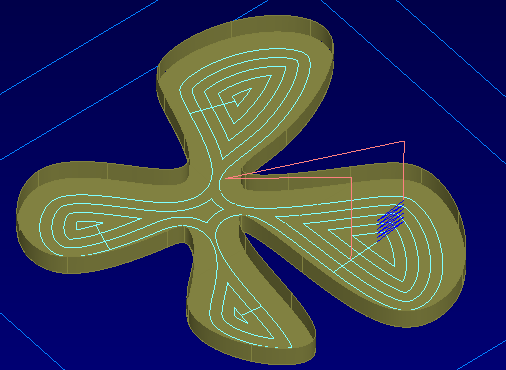
型腔特征:
对于型腔特征,刀具路径笔直槽将沿着偏移切削,而不是沿着一条直线切削。下切次数比使用传统刀具路径时少。
传统刀具路径示例:
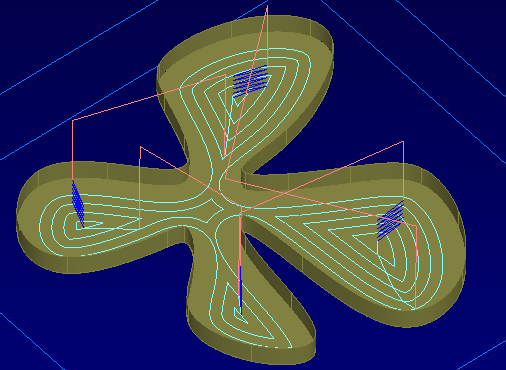
NT 刀具路径示例:
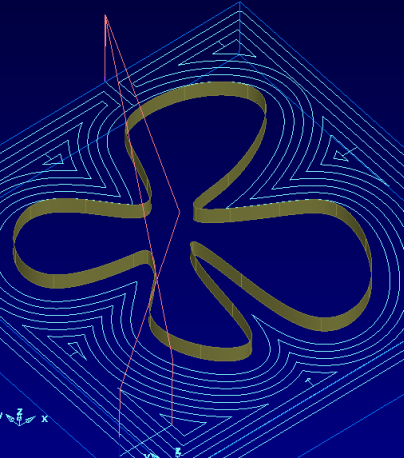
凸台特征:
对于凸台特征,刀具路径在毛坯边缘具有较少的退刀和下切。
传统刀具路径示例:
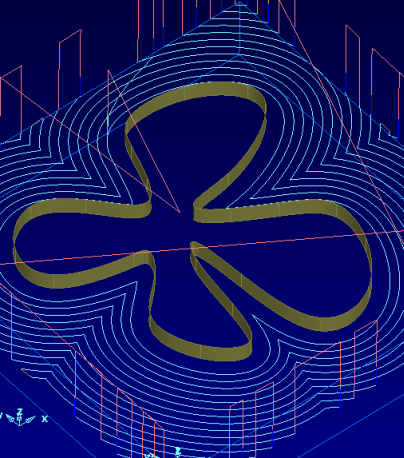
NT 刀具路径示例:
其他差异
在“铣削”选项卡上,NT 刀具路径具有“行距快进距离”属性,该属性用于控制何时在凸台行距上退刀和下切。这是绝对距离,将替换传统刀具路径使用的“最小快进距离 %”属性。
可以使用“输出选项”对话框控制在 NC 程序中处理刀具路径点的方式。对于 2.5D 特征,该对话框仅适用于 NT 刀具路径。
将“最小退刀”选项用于 NT 刀具路径可提供比使用传统刀具路径更好的结果。