车削面特征是用于清理零件正面的直切削。
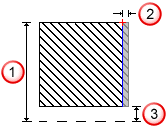
 外径
外径
 厚度
厚度
 内径
内径
FeatureCAM 遵循以下常规步骤:
- 确定要使用的刀具。默认选择用于车削的刀具具有:
- 车床 - 车削刀具类型。
- 适合于切削类型的正确方向。
刀塔
切削方向
取向
背面
-Z
 或
或 
正面
-Z
 或
或 
- 首选 80
 菱形,但默认选择的刀具必须具有至少为 55 的刀尖夹角。您可以使用具有较窄菱形刀片的刀具修调刀具选择,但系统不会自动选择该刀具。
菱形,但默认选择的刀具必须具有至少为 55 的刀尖夹角。您可以使用具有较窄菱形刀片的刀具修调刀具选择,但系统不会自动选择该刀具。
注: 当前,刀尖半径、刀具长度和刀片等级不会考虑在内。 - 根据正在加工的材料选取进给和转速。
若要查看针对车削面操作建议的进给或转速值,请在树视图中选择操作,然后选择“进给/转速”选项卡。建议的进给和转速根据车削进给/转速表的“面”列得出。
- 如果已请求粗加工,可能会通过多个 X 下切步距生成粗加工路径,具体取决于特征的深度。
车削面特征的粗加工路径默认情况下处于禁用状态。单击“策略”选项卡,然后选择“粗加工”以启用粗加工路径。
- 如果在“尺寸”选项卡上选择了“正进给方向”,则将在 +X 方向上执行粗加工。
- 如果选择了“负”方向,则将在 -X 方向上执行粗加工。
- 生成精加工路径。
如果在“尺寸”选项卡上选择了“内径”,则将在 +X 方向上执行精加工。如果选择“外径”,则将在 -X 方向上执行精加工。算法与车削和镗孔特征精加工相同。