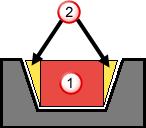
首先切入中心 - 对于槽特征,如果选择该选项,则将首先粗加工槽的竖直部分,然后再单独粗加工有角部分。
如果设置“首先切入中心”,则将首先粗加工红色的矩形中心区域,然后沿壁粗加工两个有角区域。
进给方向 - 这是刀具进给的方向。选项为“朝向主轴/负 X”或“朝向面/正 X”。对于精加工,也可以将其设置为“和粗加工方向相反”。
侧边提刀角度 — 输入每次下切后从零件提刀的角度。这样可以延长刀具的寿命,并使零件实现更好的精加工。此属性适用于槽特征。
侧边提刀距离 — 输入下切后在与切削方向相反的方向上移动刀具的距离。这样可以延长刀具的寿命,并使零件实现更好的精加工。此属性适用于槽特征。另请参见“侧边提刀角度”。
停留 — 在槽粗加工路径中下切后刀具停留的秒数。
使用第二偏移注册 — 对于槽加工刀具的每侧,使用不同的偏移注册。第二偏移注册编号显示在“刀具映象”对话框中。
警告: 这需要更改后处理才能正常工作。有关 <OFFSET_CH> 保留字,请参见 XBUILD 帮助。
行距 - 输入距离,以刀具直径的百分比表示,作为刀具下一次下切定位时的偏移。此值指定最大行距。如果此值可以均分特征的宽度,则使用它。如果它导致最终路径很浅,则会调整切削宽度,以得到均等的粗加工路径。
例如,如果某个特征的宽度为 0.5 英寸,而指定的切削宽度为 0.4 英寸(对于直径为 0.5 英寸的刀具,指定为 80 的“行距 %”),则该特征将以宽度均为 0.25 英寸的两条路径进行粗加工,而不是一条路径宽度为 0.4 英寸,另一条为 0.1 英寸。
平倒角延长距离 - 为刀具提供额外空间,以便刀具不会在用于槽精加工路径的材料上开始。
啄孔退刀距离 — 对于切断和槽特征,“啄孔退刀距离”是指在下切之间退刀的距离。