“策略”选项卡包含以下选项:
中心线之下 - 启用该选项可使刀具在主轴中心线的负 X 轴侧进行切削。
重用固定循环路径 - 与“使用固定循环”相关。启用该选项后,会将曲线输出到 NC 文件一次,然后在粗加工和精加工固定循环中参考它。默认情况下,该选项处于启用状态。
循环 — 从以下各项中选择:
- 车/镗 — 此循环在定义的材料边界内进行粗加工,方法是沿 Z 轴在平行于零件中心线的方向上进给,同时沿 X 轴下切。选择朝向主轴或朝向面。如果设置了总毛坯属性,则使用从特征轮廓偏移的曲线对零件进行粗加工。
- 面 — 此循环在定义的材料边界内进行粗加工,方法是从零件的外部向中心进给,同时沿 Z 轴在负方向上切入零件的面。

- 背面 — 此循环在定义的材料边界内进行粗加工,方法是从零件的外部向中心进给,同时沿 Z 轴在正方向上切入零件的面。
刀具路径 — 从以下各项中选择:
- 车削 - 将启用普通粗加工路径。将在相同方向上切削每个粗加工路径。对于精加工,刀具沿着特征的轮廓按从右到左的顺序切削,然后从零件退刀。
粗加工
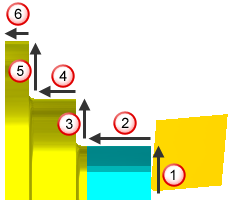
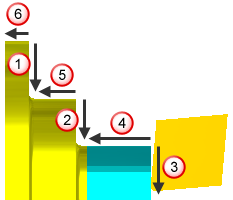
如果将“刀具路径”属性设置为“车削”,则将启用正常粗加工路径。将在相同方向上切削每个粗加工路径。
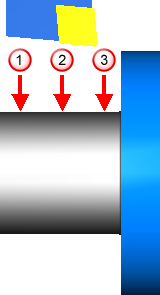
 径直向下进给到零件。距离基于切削的深度。
径直向下进给到零件。距离基于切削的深度。
 沿右侧壁向下切削。
沿右侧壁向下切削。
 横向径直进给。
横向径直进给。
 沿左侧壁向上进给。
沿左侧壁向上进给。
 从壁退刀,一直跨过整个特征退刀。
从壁退刀,一直跨过整个特征退刀。
完成
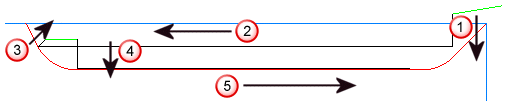
如果将“刀具路径”属性设置为“车削”,则将按如下所示生成刀具路径。
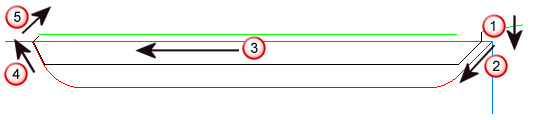
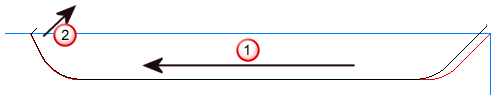 刀具从右向左追踪特征的轮廓。
刀具基于退刀角度角度和退刀长度从零件退刀。
刀具从右向左追踪特征的轮廓。
刀具基于退刀角度角度和退刀长度从零件退刀。
- 偏移 - 使用车削特征曲线的偏移创建粗加工刀具路径。紧靠毛坯剪去这些偏移。
对于偏移刀具路径类型,使用车削特征的曲线偏移创建粗加工刀具路径。紧靠毛坯剪去这些偏移。
- Cut-Grip - 使用 Iscar Cut-Grip 刀具的粗加工是双向的。CutGrip 精加工样式使用独特的策略来执行,该策略通过使用可以在两个方向上切削的车槽刀来实现。
粗加工
使用 Iscar CutGrip 刀具粗加工是双向操作。切削步骤如下所示。
 向下直进到零件中。距离基于切削的深度。
在 Z 方向上直进。
从壁退刀,回来在 Z 方向上稍微快进。
根据切削深度再次向下直进。
在 -Z 方向上直进。
向下直进到零件中。距离基于切削的深度。
在 Z 方向上直进。
从壁退刀,回来在 Z 方向上稍微快进。
根据切削深度再次向下直进。
在 -Z 方向上直进。
完成
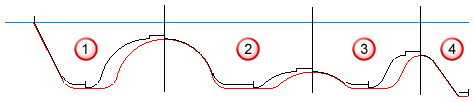
CutGrip 样式的精加工使用独特的策略来执行,该策略通过使用可以在两个方向上切削的车槽刀来实现。
 沿左侧壁向下切削,直到底部半径。
向上快进,下切退刀槽。
沿右侧壁向下切削,穿过底部半径直到退刀槽。
沿槽底部切削。此移动按偏差量偏移。
沿左侧底部半径向上切削。此移动按偏差量偏移。
沿左侧壁向下切削,直到底部半径。
向上快进,下切退刀槽。
沿右侧壁向下切削,穿过底部半径直到退刀槽。
沿槽底部切削。此移动按偏差量偏移。
沿左侧底部半径向上切削。此移动按偏差量偏移。
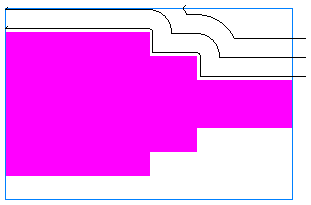
如果车削特征包含多个槽型腔,每个型腔都采用这种方式切削,这些型腔按从左到右的顺序排列如下:
- 圆形刀片 - 圆形刀具粗加工刀具路径设计用于使刀具更和缓地进入槽形。
圆形刀具粗加工刀具路径设计用于使刀具更轻地进入槽形。零件切入由进刀角度车削属性控制,而不是径直下切入材料。
注: 需要使用圆形刀具,并且必须手动为此刀具路径类型选择刀具。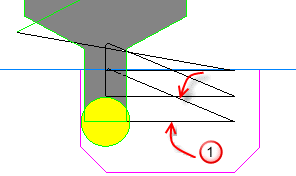 进刀角度
注: 圆形刀片刀具精加工刀具路径与车削精加工刀具路径相同。
进刀角度
注: 圆形刀片刀具精加工刀具路径与车削精加工刀具路径相同。 - 车铣复合 — 将旋转的端铣刀与旋转的毛坯一起使用。在“车削进给/转速”选项卡上控制车削主轴转速。在“铣削转速”选项卡上控制铣削主轴转速。
- 向后切削 - 向后切削策略旨在与允许刀具路径从主轴延伸到零件面的专业刀具一起使用。刀具路径可通过在每次切削开头包含的圆弧切入来识别。
粗加工路径 - 启用该选项可将粗加工操作添加到特征。
半精加工路径 — 启用此选项可为特征添加半精加工操作。
精加工路径 - 启用该选项可将精加工操作添加到特征。当取消选中该选项时,即使包含精加工路径,仍然会加工粗加工路径。在粗加工路径上留下精加工余量,当选择“精加工底部”时,还会在粗加工路径上留下底部精加工余量,即使该复选框不可用,也是如此。
- 逆铣 — 进给移动是先在 +X 方向上,而后在 -Z 方向上,依此类推,直到其到达阶梯的末端。
- 标准镗 — 使用“逆铣”精加工类型会缩短刀具寿命,也会导致沿零件的面拖动切屑。选择“标准镗”精加工可先在 -X 方向上,再在水平 -Z 区域中切削垂直面。
进给方向 — 这是执行操作的刀具进给的方向。对于车削和镗孔特征,请选择“朝向主轴”或“朝向面”。对于面和背面特征,请选择“正”或“负”以沿 X 轴指定方向。对于粗加工、半精加工和精加工操作,请单独设置该选项。