使用“车/镗粗加工”页面可创建刀具路径,以对车削零件快速加工镗孔。
循环 - 从以下各项中进行选择:
- 车削 - 此循环在定义的材料边界内进行粗加工,具体方法是沿 Z 轴平行进给到零件中心线,同时沿 X 轴下切。如果选择“负”切削方向,则刀具从右向左进行切削。如果选择“正”切削方向,则刀具从左向右进行切削。
- 面 - 此循环在定义的材料边界内进行粗加工,具体方法是垂直进给到零件中心线,同时沿 Z 轴负方向进入零件的面中。如果选择“负”切削方向,则刀具沿 X 轴向下切削,即从顶部到中心线。如果选择“正”切削方向,则刀具沿 X 轴向上切削,即从中心线到顶部。
- 背面 - 此循环在定义的材料边界内进行粗加工,具体方法是垂直进给到零件中心线,同时沿 Z 轴正方向进入零件的面中。如果选择“负”切削方向,则刀具沿 X 轴向下切削,即从顶部到中心线。如果选择“正”切削方向,则刀具沿 X 轴向上切削,即从中心线到顶部。
样式 - 从以下各项中进行选择:
- 车削 - 每个粗加工路径都按相同方向进行切削。对于精加工,刀具会沿着特征的轮廓从右向左切削,并从零件退刀。
粗加工
每个粗加工路径都按相同方向进行切削。
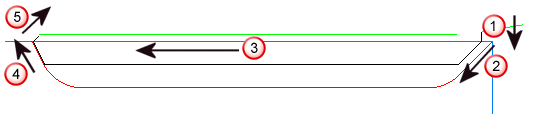
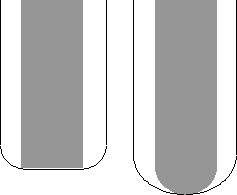
 笔直向下进给到零件中。距离由切削深度决定。
笔直向下进给到零件中。距离由切削深度决定。 沿右侧壁向下切削。
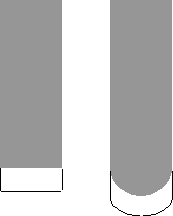
沿右侧壁向下切削。 平直进给。
平直进给。 沿左侧壁向上进给。
沿左侧壁向上进给。 从壁上退刀,一直退刀直至跨过特征。
从壁上退刀,一直退刀直至跨过特征。完成
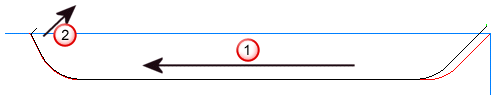 刀具沿着特征的轮廓从右向左切削。 刀具基于切出角度和切出距离从零件退刀。
刀具沿着特征的轮廓从右向左切削。 刀具基于切出角度和切出距离从零件退刀。 - 双向 - 使用双向槽加工刀具进行粗加工是双向操作。使用由双向切削的槽加工刀具启用的独特策略来执行双向精加工样式。
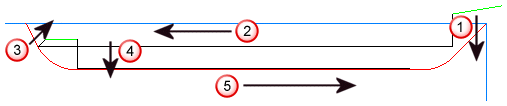 笔直向下进给到零件中。距离由切削深度决定。 沿 Z 方向笔直进给。 退刀离开壁,再沿 Z 方向往回稍微快进。 根据切削深度再次笔直向下进给。 沿 -Z 方向笔直进给。
笔直向下进给到零件中。距离由切削深度决定。 沿 Z 方向笔直进给。 退刀离开壁,再沿 Z 方向往回稍微快进。 根据切削深度再次笔直向下进给。 沿 -Z 方向笔直进给。 - 圆形刀片 -“圆形刀片”刀具精加工刀具路径与“车削”精加工刀具路径相同。它们旨在使刀具更平缓地进入槽形。选择此项后,圆形刀片页面将变为可用。
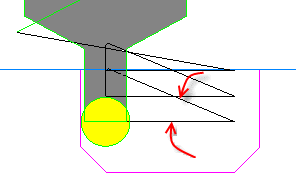
圆形刀具粗加工刀具路径旨在通过接触角使刀具更平缓地进入槽形。圆形刀具是必需的,并且必须手动为此刀具路径类型选择刀具。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
中心线之下 - 选择此选项可使刀具在车削中心线的负 X 侧上工作。
切削方向 - 选择选项以指定刀具的切削方向:
- 正 - 刀具按切削轴的正方向切削,这取决于已选“循环”。
- 车削 - 刀具按 +Z 方向切削。
- 面 - 刀具按 +X 方向切削。
- 背面 - 刀具按 +X 方向切削。
- 负 - 刀具按切削轴的负方向切削,这取决于已选“循环”。
- 车削 - 刀具按 -Z 方向切削。
- 面 - 刀具按 -X 方向切削。
- 背面 - 刀具按 -X 方向切削。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
切削深度 - 输入粗加工例程对零件执行的每个路径的步距增量。“切削深度”的解释取决于是否选择了“恒定切削深度”。
如果取消选择“恒定切削深度”,则您设置的“切削深度”值是特征的最大切削深度。如果“切削深度”均匀分割特征的深度,则系统将使用您设置的增量。如果这会形成非常浅的最终路径,则系统将调整“切削深度”,以产生均匀的粗加工路径。例如,如果您有一个深度为 0.5 mm 的特征,并且指定的切削深度为 0.4,则系统会采用两个深度为 0.25 mm 的均匀路径(而非一个深度为 0.4 mm 的路径和一个深度为 0.1 mm 的路径)对特征进行粗加工。
如果选择“恒定切削深度”,则系统会通过将此深度用于每个路径来切削特征。
- 最大 - 输入最大切削深度。
- 恒定切削深度 - 请参见“切削深度”。
轮廓路径 - 选择选项以指定是否将壁路径插入刀具路径。
此属性应用于车削和镗孔粗加工策略。选择:
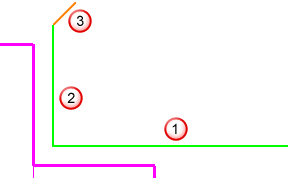
- “总是”可执行典型粗加工路径的所有三个移动:
- 跨零件笔直移动 。
- 沿壁向上移动以删除任何环绕等距 。
- 按某个角度从零件退刀 。
- 跨零件笔直移动
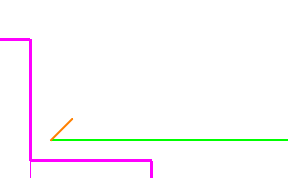
- “跳过所有”可省略第二个移动。如果所用刀具的向上切削效果不好,则选择此选项。例如:
- “跳过数量”可选择跳过的路径数量。例如,选择 1 可对第一个粗加工路径跳过壁移动,但不会对后续路径执行此操作。此选项仅适用于镗孔策略。
去毛刺 - 选择此项可自动在外拐角上插入圆弧移动。
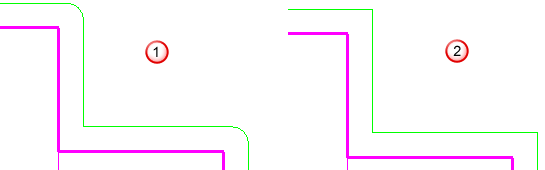
-“去毛刺”开。
-“去毛刺”关。
去毛刺的效果包括:
- 尽量减少机床的无效运动;但是后处理的零件程序在使用的毛坯数量上可能要稍微多一些。
- 毛刺得以去除,但在其他方面,零件具有特征曲线给定的相同形状和尺寸,因为所插入圆弧的半径与刀尖半径相同。
- 机床运动更加顺畅。
倒扣 - 选择选项以指定刀具路径如何考虑倒扣。