使用“等高精加工”页面通过在特定的 Z 高度处切分模型来创建刀具路径。
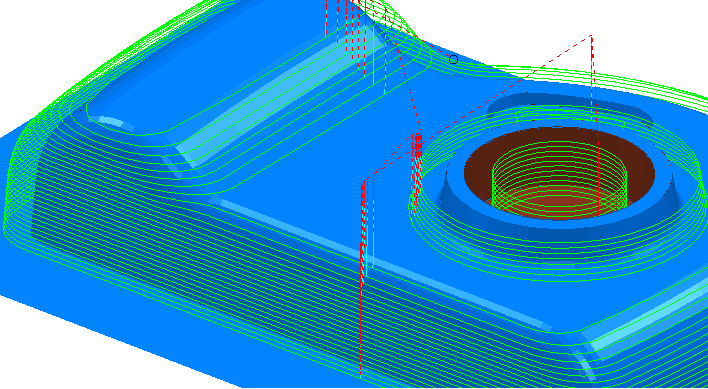
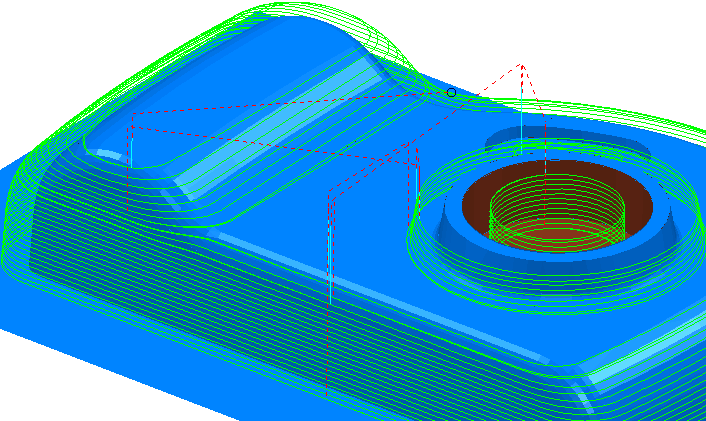
排序方式 - 选择加工是按“区域”还是按“层”进行。
- 区域 - 选择此项时,系统会在完全加工一个区域(例如,型腔或凸台)后,再加工下一个。因此,型腔优先于层进行加工。
- 层 - 选择此项时,系统会在完全加工一层后,再加工下一个。因此,层优先于型腔进行加工。
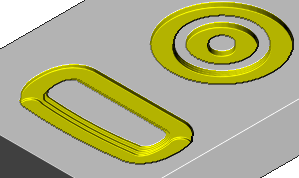
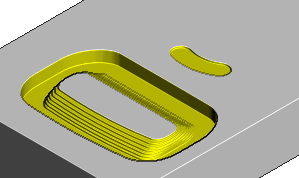
螺旋 - 选择此选项将在两个连续的闭合轮廓之间创建螺旋路径。这可最大程度地减少提刀次数和增加切削时间,同时确保刀具的载荷条件和挠度更稳定。
螺旋选项 - 已取消选择:
螺旋选项 - 已选择:
倒扣 - 选择此选项将生成能让刀具接触零件的刀具路径,以便您可以加工带倒扣的区域。
如果您从以下模型开始:
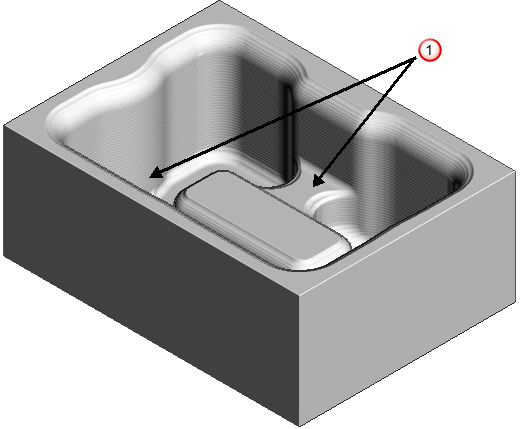
倒扣 - 已选择:
倒扣 - 已取消选择:
 - 未完全加工的区域。
- 未完全加工的区域。
- 如果使用垂直刀轴,则可以使用球头刀、锥度球铣刀和圆角盘铣刀来加工倒扣。
- 如果刀轴不垂直,则可以使用球头刀、锥度球铣刀和球形圆角盘铣刀来加工倒扣。
并非所有圆角盘铣刀都能使用非垂直轴,除非是半球形端的圆角盘铣刀(直径 = 2 * 刀尖半径)。
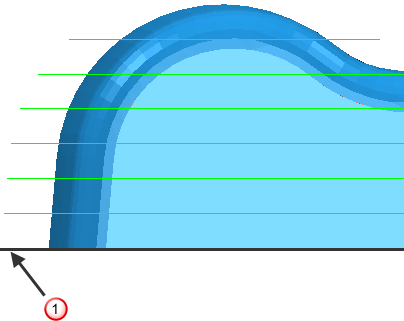
加工到平坦区域 - 选择此选项可在陡峭特征底部的平坦曲面上增加一个等高切面。
加工到平坦区域 - 已选择:
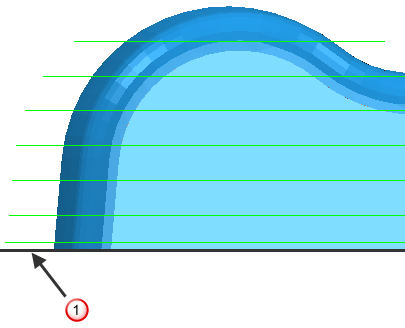
- 平坦曲面
加工到平坦区域 - 已取消选择:
平坦面公差 - 输入用于确定曲面是否平坦的 Z 范围。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
切削方向 - 选择铣削技术。
从以下选项中选择“切削方向”:
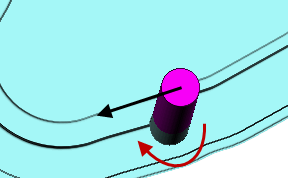
- 顺铣 - 选择此选项可尽可能仅使用顺铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的左侧。
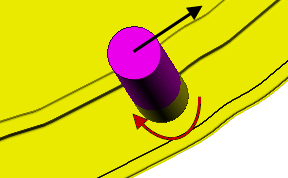
- 逆铣 - 选择此选项可尽可能仅使用逆铣或仰铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的右侧。
- 任意 - 选择此选项可同时使用逆铣和顺铣创建刀具路径。这将尽可能减少提刀次数和刀具移动。
注: “任意”允许在开放刀具路径段上进行之字形切削。闭合段默认为顺铣切削。要更改闭合段的切削方向,请单击“刀具路径编辑”选项卡 >“编辑”面板 >“重排”。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
 部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
下切步距
最小下切步距 - 输入相邻加工层之间的恒定下切步距值。
 从刀具复制下切步距 - 单击此按钮可通过激活的刀具切削数据加载轴向切削深度。轴向切削深度是沿刀轴测量的。
从刀具复制下切步距 - 单击此按钮可通过激活的刀具切削数据加载轴向切削深度。轴向切削深度是沿刀轴测量的。
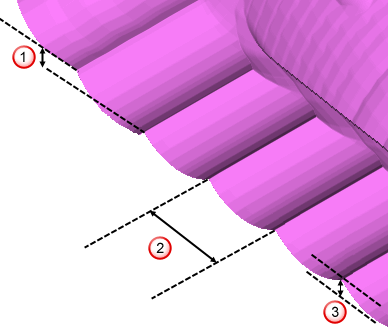
用残留高度计算 - 选择此选项将通过“残留高度”来确定下切步距,且最大下切步距由“最大下切步距”值确定。取消选择时,连续 Z 高度之间的下切步距具有等于“最小下切步距”值的恒定值。
最大下切步距 - 输入在使用残留高度计算下切步距时允许的最大下切步距。这可防止垂直壁上的下切步距过大。
残留高度 - 使用此设置指定下切步距,使 Z 高度之间留下的材料的高度不超过残留高度。但是,如果计算值小于“最小下切步距”,则它设置为“最小下切步距”。
下切步距
 步距
步距
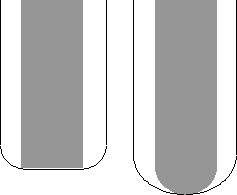
 剩余材料高度
剩余材料高度