使用“陡峭和浅滩精加工”页面在模型的陡峭区域创建等高刀具路径,并在浅滩区域创建 3D 偏移或平行刀具路径。
这不同于“优化等高精加工”,原因是您可以使用“分界角”字段指定何时从 3D 偏移加工变为等高加工,并且可以指定在其中创建陡峭和浅滩刀具路径的重叠。此外,优化等高精加工仅使用整个段,而陡峭和浅滩精加工将在浅滩边界分割段。这意味着陡峭和浅滩精加工刀具路径的退刀次数远多于优化等高刀具路径。
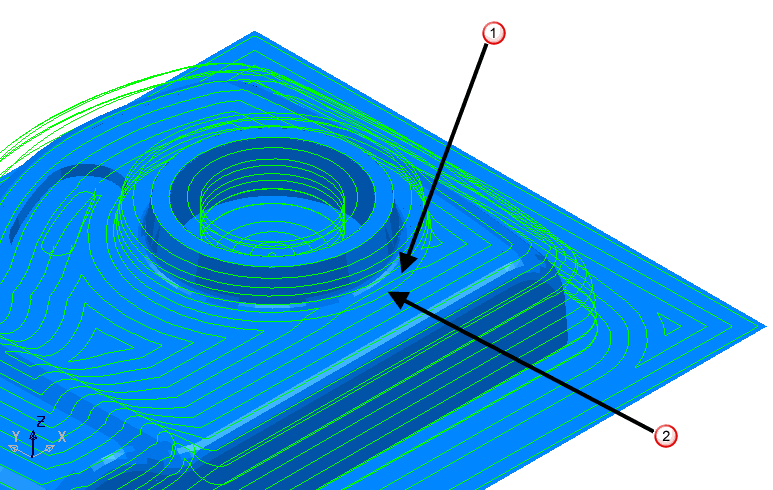
分界角 - 输入从水平平面测量的曲面倾角,它用于确定等高(陡峭)和浅滩加工之间的分割。
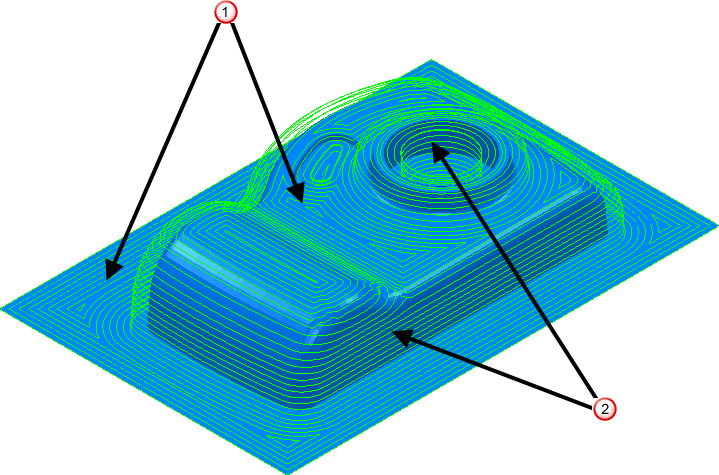
 - 在浅滩区域中显示“3D 偏移”刀具路径。
- 在浅滩区域中显示“3D 偏移”刀具路径。
 - 在陡峭区域中显示“等高”刀具路径。
- 在陡峭区域中显示“等高”刀具路径。
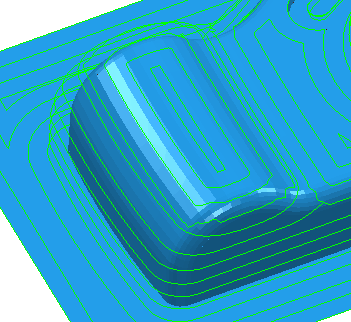
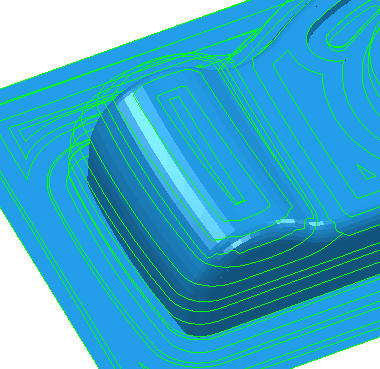
陡峭浅滩重叠 - 输入在其中进行等高(陡峭)和浅滩加工的重叠区域的大小。这可最大程度地减少因突然从等高加工变为浅滩加工而在模型上造成的痕迹。
- 显示重叠到陡峭区域的 3D 偏移刀具路径。
- 显示等高刀具路径。
陡峭 - 用于刀具路径等高部分的选项。
浅滩 - 用于刀具路径平行/偏移部分的选项。
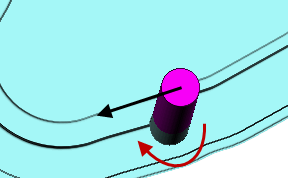
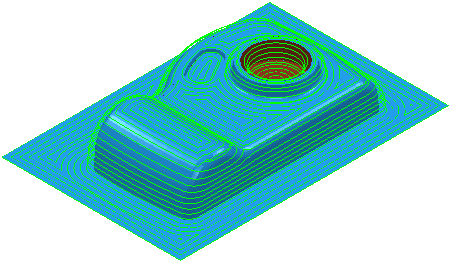
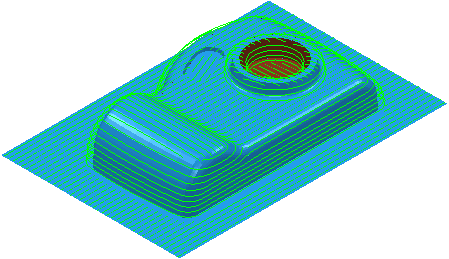
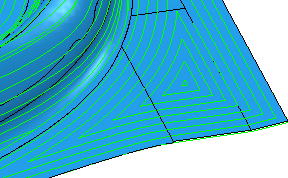
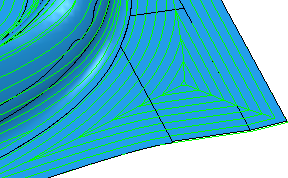
螺旋 - 选择此选项将在两个连续的闭合轮廓之间创建螺旋路径。这可最大程度地减少提刀次数和增加切削时间,同时确保刀具的载荷条件和挠度更稳定。
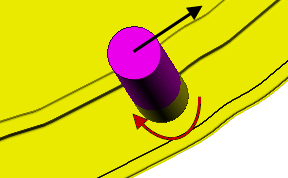
选择“螺旋”会将下图:
转换为下图:
切削方向 - 选择铣削技术。
从以下选项中选择“切削方向”:
- 顺铣 - 选择此选项可尽可能仅使用顺铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的左侧。
- 逆铣 - 选择此选项可尽可能仅使用逆铣或仰铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的右侧。
- 任意 - 选择此选项可同时使用逆铣和顺铣创建刀具路径。这将尽可能减少提刀次数和刀具移动。
下切步距 - 输入相邻加工路径之间的距离。“下切步距”用于刀具路径的陡峭部分。
行距 - 输入相邻加工路径之间的距离。“行距”用于刀具路径的浅滩部分。
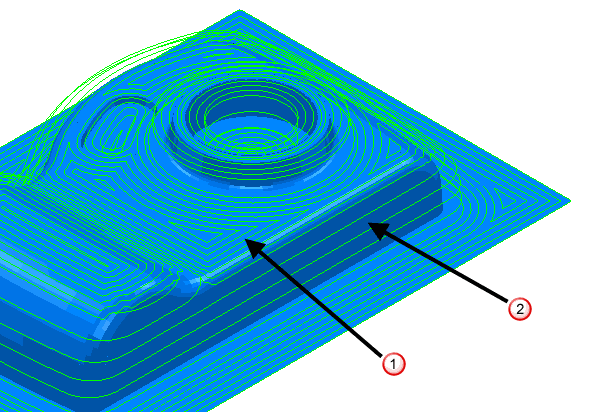
- 显示浅滩区域中的 3D 偏移刀具路径行距。
- 显示陡峭区域中的等高刀具路径下切步距。
 从刀具复制行距 - 单击可通过激活的刀具切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
从刀具复制行距 - 单击可通过激活的刀具切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
 已编辑 - 显示此项时,系统将显示您或另一用户输入的值。单击 可将此值更改为自动计算的值。
将变为 。
已编辑 - 显示此项时,系统将显示您或另一用户输入的值。单击 可将此值更改为自动计算的值。
将变为 。
 残留高度 - 输入最大残留高度,并使用此值来确定行距。PowerMill 会计算使用当前刀具加工倾斜 45
残留高度 - 输入最大残留高度,并使用此值来确定行距。PowerMill 会计算使用当前刀具加工倾斜 45 的平面时能够达到加工公差残留高度的行距值。对于任何给定公差,这是最坏情况下的残留高度。
的平面时能够达到加工公差残留高度的行距值。对于任何给定公差,这是最坏情况下的残留高度。
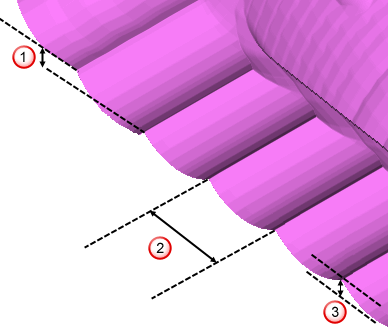
下切步距
行距
 剩余材料高度
剩余材料高度
有关详细信息,请参见行距和残留高度之间的连接。
类型 - 选择 PowerMill 在浅滩区域中创建平行刀具路径还是偏移刀具路径。
类型 - 3D 偏移
类型 - 平行
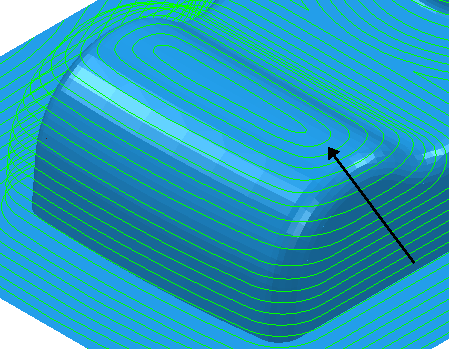
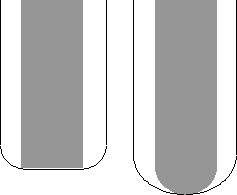
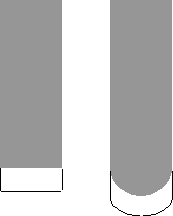
光顺 - 选择此选项可在模型上光顺刀具路径段的偏移。
选择“光顺”选项会将下图:
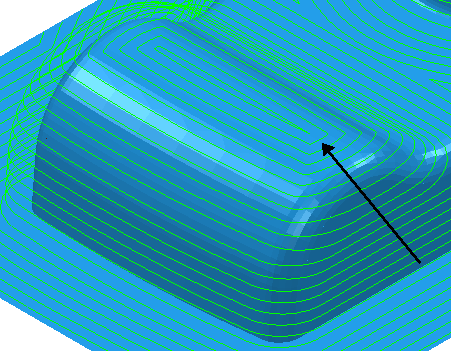
转换为下图:
中心线 - 选择此选项会将越过刀具路径拐角接合处的中心线的路径包括在内。这将删除在这些接合处创建的小残留高度。
“中心线”关:
“中心线”开:
优化开口型腔 - 选择此选项时,其将优化开口型腔的切削条件。这可以改进刀具进刀和退刀位置,从而生成更多的开放路径,并减少刀具方向的变化,从而提高表面光洁度。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
 部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。