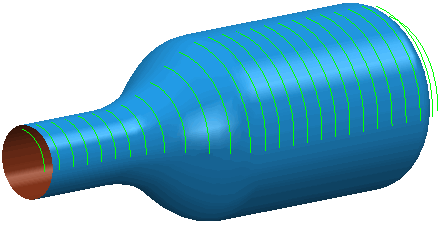
使用“旋转精加工”页面可通过围绕 X 轴旋转作业并借助 Y 轴和 Z 轴对提供的线性运动来创建刀具路径。
X 限界 - 输入精加工路径沿 X 轴的绝对限界。您可以手动输入值,也可以单击  “重设为毛坯的 X 限界”按钮自动进行定义。
“重设为毛坯的 X 限界”按钮自动进行定义。
通过 “重设为毛坯限界”按钮确定的“X 限界”:
“X 限界”的“始端”为 50,“末端”为 102:
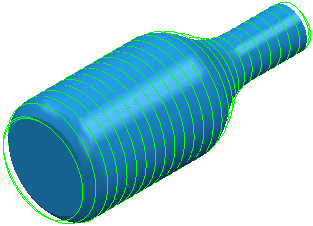
样式 - 选择铣削方法(“圆形”、“直线”或“螺旋”)。
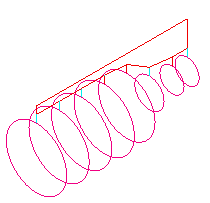
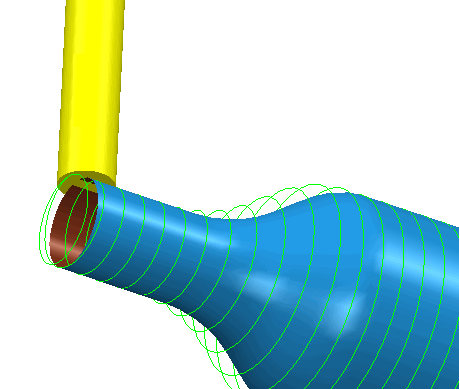
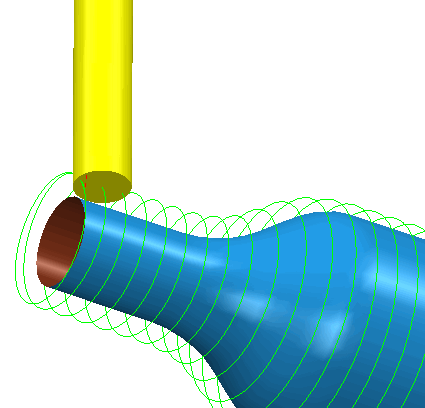
- 圆形 - 选择此选项后,作业会在固定位置随刀具旋转,从而有效地加工圆。然后,刀具会切削所需行距量并加工下一个圆。
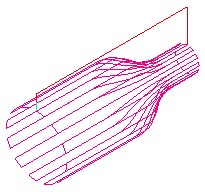
- 直线 - 选择此选项后,刀具会沿 X 轴直线切削,仅在每个路径末端才使用旋转轴以重新定位作业。
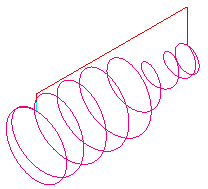
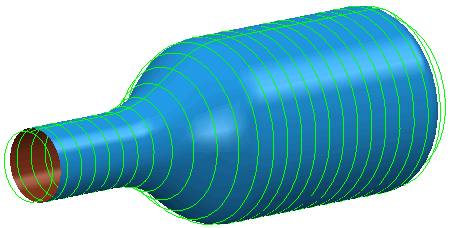
- 螺旋 - 选择此选项后,系统会沿着作业的长度切削连续螺旋。为确保末端干净利落,系统会在两端分别切削一个整圆。
Y 轴偏移 - 输入非零距离以避免在刀具中心切削。
“Y 轴偏移”为 0 将使用刀具中心切削。
“Y 轴偏移”为 10 将使用刀具上离中心 10mm 的位置进行切削。
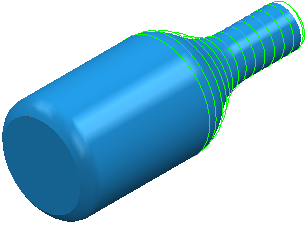
角度限界 - 输入加工“始端”和“末端”的角度位置。该选项仅在“圆形”或“直线”铣削时才可用。“始端”框指定加工开始的角度位置,“末端”框指定结束位置。
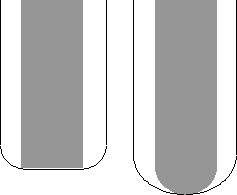
“开始角”为 0 ,“结束角”为 360。
,“结束角”为 360。
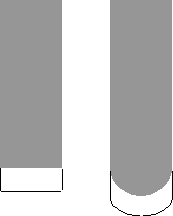
“开始角”为 0,“结束角”为 90。
沿正 X 轴查看时,角度限界是按逆时针方向测量的。加工区域介于开始角和结束角之间。
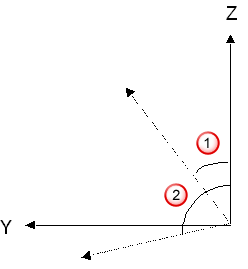
 - 开始角
- 开始角
 - 结束角
- 结束角
 重设为整圆 - 单击此按钮可确保进行全 360 加工。
重设为整圆 - 单击此按钮可确保进行全 360 加工。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
切削方向 - 选择铣削技术。
从以下选项中选择“切削方向”:
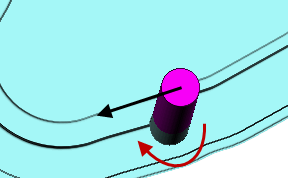
- 顺铣 - 选择此选项可尽可能仅使用顺铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的左侧。
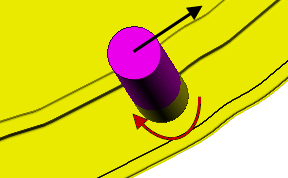
- 逆铣 - 选择此选项可尽可能仅使用逆铣或仰铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的右侧。
- 任意 - 选择此选项可同时使用逆铣和顺铣创建刀具路径。这将尽可能减少提刀次数和刀具移动。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
 部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
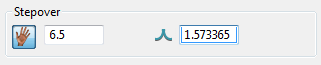
行距 - 输入连续加工路径之间的距离。

 从刀具复制行距 - 单击此项可通过激活刀具的切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
从刀具复制行距 - 单击此项可通过激活刀具的切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
 已编辑 - 显示此项时,系统将显示您或另一用户输入的值。单击 可将此值更改为自动计算的值。
已编辑 - 显示此项时,系统将显示您或另一用户输入的值。单击 可将此值更改为自动计算的值。
 行距 - 输入相邻加工路径之间的距离。
行距 - 输入相邻加工路径之间的距离。
如果输入“行距”值,则
将变为 。
 残留高度 - 输入最大残留高度,并使用此值来确定行距。PowerMill 会计算使用当前刀具加工倾斜 45 的平面时能够达到加工公差残留高度的行距值。对于任何给定公差,这是最坏情况下的残留高度。
残留高度 - 输入最大残留高度,并使用此值来确定行距。PowerMill 会计算使用当前刀具加工倾斜 45 的平面时能够达到加工公差残留高度的行距值。对于任何给定公差,这是最坏情况下的残留高度。
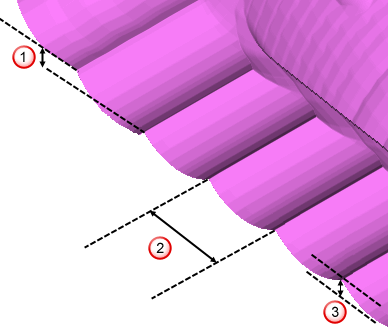 下切步距
步距
下切步距
步距
 剩余材料高度
剩余材料高度
有关详细信息,请参见行距和残留高度之间的连接。