使用“槽车削精加工”页面可为车削零件中的槽特征创建精加工刀具路径。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
中心线之下 - 选择此选项可使刀具在车削中心线的负 X 侧上工作。
切削方向 - 选择选项以指定刀具的切削方向:
- 正 - 刀具按切削轴的正方向切削,这取决于已选“循环”。
- 车削 - 刀具按 +Z 方向切削。
- 面 - 刀具按 +X 方向切削。
- 背面 - 刀具按 +X 方向切削。
- 负 - 刀具按切削轴的负方向切削,这取决于已选“循环”。
- 车削 - 刀具按 -Z 方向切削。
- 面 - 刀具按 -X 方向切削。
- 背面 - 刀具按 -X 方向切削。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
侧边提刀距离 - 输入在下刀切削之后按切削方向的相反方向移动刀具的距离。对于首次下切结束时的退刀移动,系统会忽略此值。
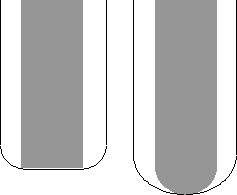
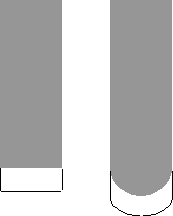
此零件具有槽特征(以粉红色显示):

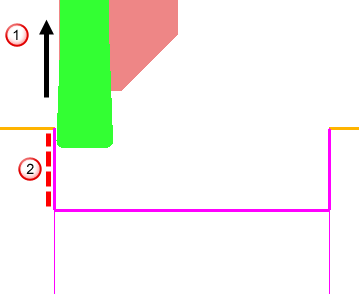
默认行为是在每次下刀切削之后,刀具以 90 从零件上提刀(如下图中的
从零件上提刀(如下图中的  所示)。当刀具沿 X 轴以快进速率退刀时,这会导致刀具接触未切削的材料(在
所示)。当刀具沿 X 轴以快进速率退刀时,这会导致刀具接触未切削的材料(在  处):
处):
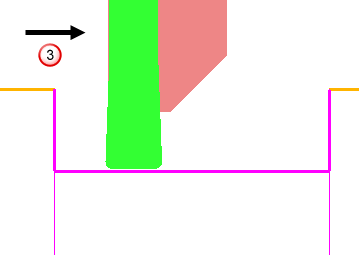
可以使用“侧边提刀距离”属性在提刀之前沿 Z 轴往回移动刀具  ,从而避免这种情况。
,从而避免这种情况。
注: 提刀移动按下切进给率执行。
注: 这会延长刀具的使用寿命并对零件进行更好的精加工。
倒扣 - 选择一个选项以指定刀具路径如何考虑倒扣。
停留 - 输入希望在下切之后停留的秒数。