Etalonner une pointe du palpeur en prenant un seul point d'étalonnage.
Au lieu de calculer le décalage de la tête de palpeur, le décalage de l'outil de palpeur et le diamètre de palpeur en prenant plusieurs points sur une sphère d'étalonnage, l'étalonnage simple utilise les décalages nominaux de la tête de palpeur et du diamètre de palpeur et un point d'étalonnage pour calculer le décalage de l'outil de palpeur. Cela vous permet de changer rapidement d'assemblage de palpeur et d'ajuster l'orientation de palpeur pendant la prise de mesures.
Remarque : L'étalonnage simple est disponible uniquement lors de la création d'inspections pour des machines CNC ou des CMM manuelles.
- Dans l'onglet Machine, cliquez sur le bouton Etalonner
 . La boite de dialogue Etalonnage et positions s'affiche.
. La boite de dialogue Etalonnage et positions s'affiche.
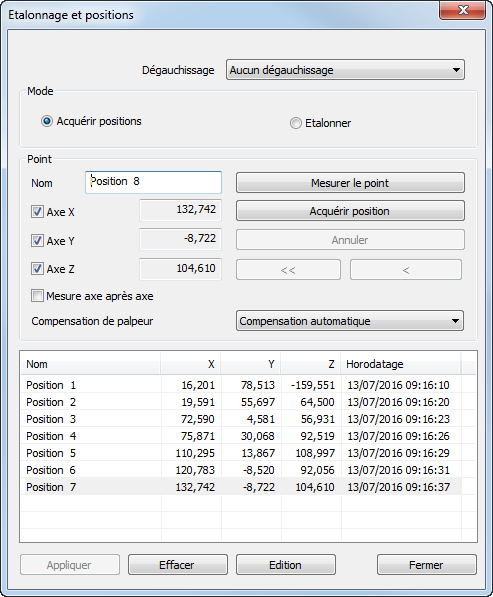
- Sélectionnez l'option Etalonner.
- Orientez le palpeur.
- Dans la liste de position, sélectionnez l'emplacement auquel vous voulez étalonner le palpeur.
- Déplacez la pointe du palpeur à la position sélectionnée et cliquez sur le bouton Acquérir position. Sinon, cliquez sur le bouton Mesurer le point et palpez la position.
Remarque : Pour capturer la coordonnée pour chaque axe séparément, cochez la case Mesure axe après axe et palpez chaque axe, l'un après l'autre.
- Cliquez sur Fermer. Vous pouvez maintenant inspecter la pièce en utilisant l'orientation de palpeur sélectionnée.