Utiliser la page Ebauche de gorge en tournage pour usiner une gorge dans une pièce tournée.
Style — Sélectionner une option pour spécifier si la profondeur ou la largeur de gorge est usinée d'abord.
- Profondeur en premier — Usiner la profondeur totale de gorge avant d'incrémenter.
- Largeur d'abord — Usiner la profondeur totale de gorge avant la profondeur de passe.
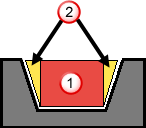
Centre de plongée d'abord — Sélectionner cette option pour commencer avec une plongée au centre de la gorge.
Pour les gorges angulaires, si l'option Centre de plongée d'abord est sélectionnée, la portion droite de la gorge est ébauchée en premier, puis les portions angulaires sont ébauchées séparément. Par exemple, la région rouge  est ébauchée en premier, puis les zones jaunes
est ébauchée en premier, puis les zones jaunes  le sont ensuite.
le sont ensuite.
Au-dessus de la ligne centre — Sélectionner cette option pour faire travailler l'outil sur le côté X négatif de la ligne d'axe de tournage.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction d'usinage — Sélectionner une option pour spécifier la direction d'usinage de l'outil :
- Positive — L'outil usine dans la direction positive de l'axe de découpe, qui dépend du cycle sélectionné.
- Tournage — L'outil usine dans la direction +Z.
- Face — L'outil usine dans la direction +X.
- Face arrière — L'outil usine dans la direction +X.
- Négative — L'outil usine dans la direction négative de l'axe de découpe, qui dépend du cycle sélectionné.
- Tournage — L'outil usine dans la direction -Z.
- Face — L'outil usine dans la direction -X.
- Face arrière — L'outil usine dans la direction -X.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
Profondeur de passe — Entrer un incrément de pas pour chaque passe que la routine d'ébauche effectue sur la pièce.
Incrément — Spécifier la distance entre chaque étape de coupe comme pourcentage de la largeur d'outil.
Distance retrait débourrage — Spécifier la distance de retrait de l'outil entre les plongées.
Distance de dégagement latéral — Entrer la distance pour déplacer l'outil après une passe en plongée, dans la direction opposée à la direction d'usinage. Cette valeur est ignorée du mouvement de retrait à la fin de la première plongée.
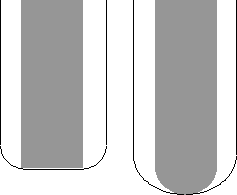
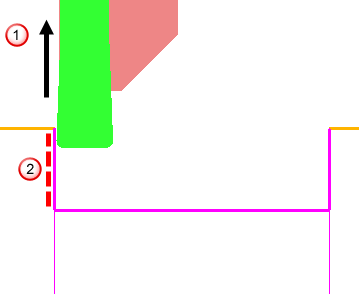
Cette pièce comporte une forme de rainure, montrée en rose :
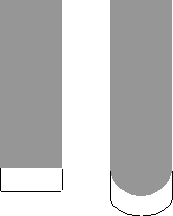
Ce comportement par défaut est pour que l'outil remonte de la pièce à 90 , montré sur l'image suivante par , après chaque découpe en plongée. Ce entraîne un contact d'outil avec la matière non-usinée, à , quand l'outil se retire à une avance rapide le long de l'axe X :
, montré sur l'image suivante par , après chaque découpe en plongée. Ce entraîne un contact d'outil avec la matière non-usinée, à , quand l'outil se retire à une avance rapide le long de l'axe X :
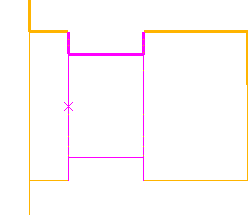
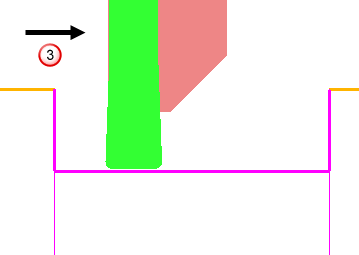
Vous pouvez éviter ceci en utilisant l'attribut Elévation latérale, pour ramener l'outil le long de l'axe Z  , avant la remontée.
, avant la remontée.
Temporisation — Entrez le nombre de secondes pour définir le temps d'attente de l'outil après la plongée.