Utiliser la page Contournage pour prendre une sélection de surfaces et de profil autour de ces surfaces.
Tous les exemples montrés ici ont un plan de base invisible sous le modèle. Si aucun plan de base n'était présent, le parcours d'outil pourrait être différent et dans quelques cas, aucun parcours ne sera créé.
La Courbe directrice détermine quelle courbe ou ensemble de courbes seront utilisés pour créer les mouvements de coupe.
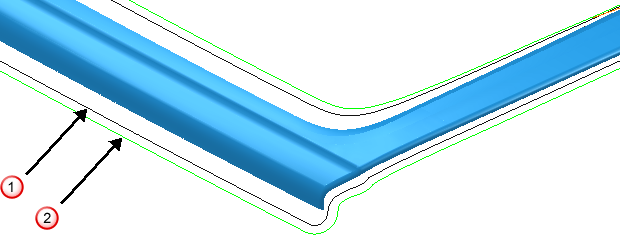
Côté — Sélectionner les arêtes de la surface à profiler.
Côté — Arête intérieure
Côté — Arête extérieure
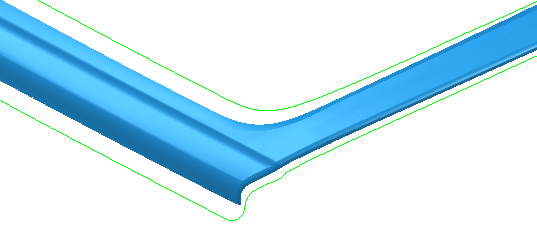
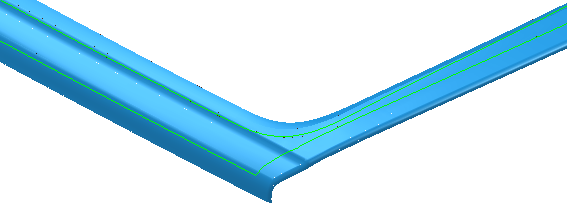
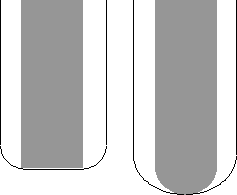
Décalage radial — Entrer l'écart entre l'outil et la courbe de bord de la surface.
 — Décalage radial de 0
— Décalage radial de 0
 —- Décalage radial de 5
—- Décalage radial de 5
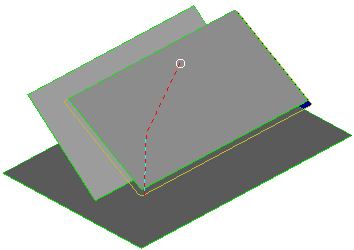
Position de base — Sélectionner comment déterminer la position la plus basse de la passe de contournage.
surface sélectionnée
Automatique — Dépose l'outil sur la pièce.
Si l'outil manque la pièce, alors aucun parcours d'outils n'est produit. Dans ce cas, s'il n'existe aucun plan de base, la moitié du parcours d'outil "disparaît".
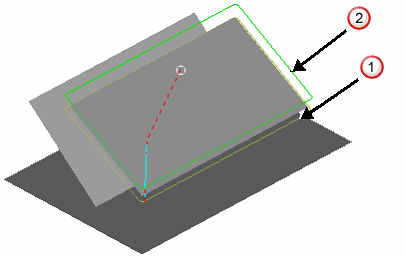
Courbe directrice — Utilise l'arête de la surface sélectionnée.
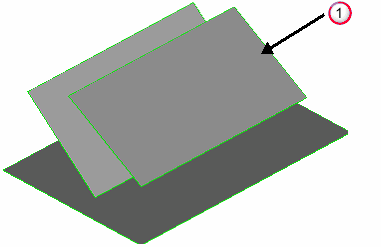
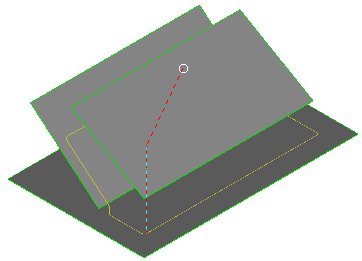
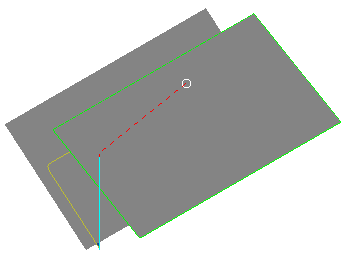
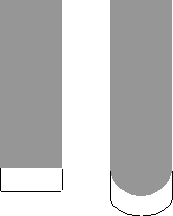
Décalage axial — Entrer la profondeur du parcours d'outil par rapport aux surfaces sélectionnées. Donc, si vous voulez que le parcours soit au-dessus des surfaces sélectionnées, entrer une valeur positive. La profondeur zéro est lorsque l'outil rentre en contact avec les surfaces. Cette option est disponible uniquement si vous sélectionnez une Limite inférieure de Courbe directrice. Le parcours d'outils suivant est créé si vous sélectionnez les deux carrés et que vous avez un plan de base.
La sélection d'un plan de base permet d'obtenir le résultat suivant :
— Décalage axial de 0
— Décalage axial de 20
Tol. de jonction de surface — Entrer une valeur pour dissocier la tolérance d'usinage de la tolérance utilisée pour définir qu'est-ce qu'un écart entre les surfaces. Si l'écart entre les surfaces est plus grand que la tolérance d'usinage, PowerMill crée deux segments du parcours d'outil. Pour assurer un parcours d'outil continu sur un écart, utiliser une grande tolérance de jonction de surface.
Vérifier les collisions d'outils — Sélectionnez cette option pour que PowerMill vérifie le parcours d'outil pour voir si une partie de celui-ci est en collision ou désélectionnez pour désactiver la vérification.
Tolérance d'étalonnage — Entrer la distance maximum, normale à la surface, sur laquelle le parcours d'outil peut se déplacer pour trouver une position sécurisée. Si les collisions d'outil plus grandes que cette valeur sont détectées, alors l'outil est élevé axialement pour éviter la collision d'outil.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
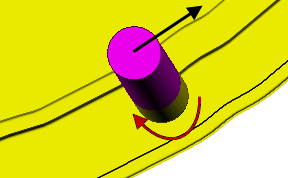
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
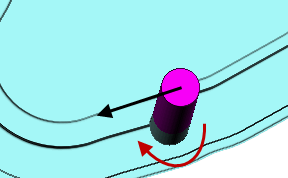
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
 Définir profondeur de passe depuis outil — Cliquer pour définir la profondeur de passe automatiquement depuis la géomètre de l'outil.
Définir profondeur de passe depuis outil — Cliquer pour définir la profondeur de passe automatiquement depuis la géomètre de l'outil.