Utiliser le dialogue Répartition de points pour contrôler la répartition de points entre les points de mouvements de coupe consécutifs dans un parcours d'outil.
Cliquer sur l'onglet Editer parcours d'outil > panneau Editer >Répartition de point pour afficher le dialogue Répartition de point.
Ce dialogue contient ce qui suit :
Répartition des points de sortie contrôle la répartition des points le long des mouvements de coup d'un parcours d'outil.
-
Type de sortie — Sélectionner le type de répartition de points le long des mouvements d'usinage.
-
Tol. et conserver les arcs — Sélectionnez pour retirer automatiquement les points inutiles le long des mouvements de coupe tout en maintenant la tolérance.
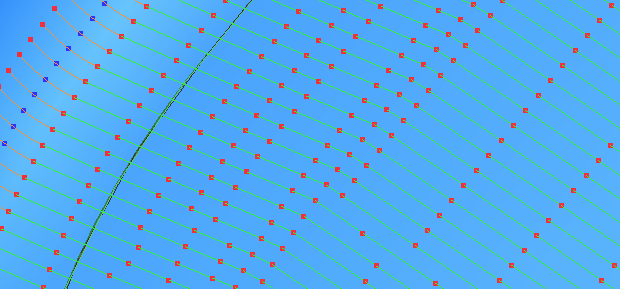
Les points ne sont pas équidistants, étant donné que les points inutiles sont effacés. Quelques points peuvent être bleus : ils indiquent les centres d'arc. Les points rouges de chaque côté du bleu sont les extrémités de l'arc.
- Tol. et remplacer les arcs — Sélectionner pour remplacer les arcs par des segments de lignes droites et pour retirer les points inutiles le long des mouvements de coupe tout en maintenant la tolérance. Ceci est similaire à Tol. et conserver les arcs, sauf que tous les arcs sont remplacés par des segments de ligne droite (polylignes). Cette option est adaptée pour les machines-outils qui ne gèrent pas très bien les arcs.
-
Redistribuer — Sélectionner pour permettre l'insertion de nouveaux points le long des mouvements de coupe. Cela assure une distance constante entre les points, en insérant des points uniquement si nécessaire pour conserver la tolérance. Cela peut être spécialement utile quand vous sélectionnez les options Distance de séparation de point ou Angle de séparation de point. Redistribuer peut augmenter le temps de création de parcours mais réduit le temps sur la machine-outil. Cette option est adaptée pour les machines-outils qui peuvent gérer un grand nombre de points équidistants.
-
Insertion d'arcs — Sélectionner pour produire des mouvements de coupe avec des arcs insérés si possible. Cette option est adaptée pour les machines-outils qui gèrent très bien les arcs, mais n'est disponible que pour les parcours d'outils 3-axes. Attacher l'outil et parcourir le parcours d'outil pour voir ceci clairement.

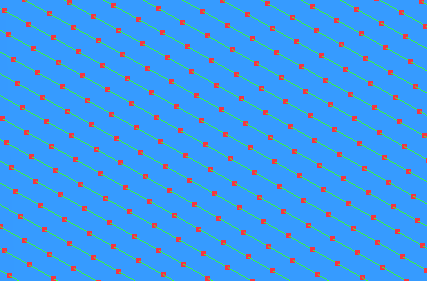
 Les points bleus indiquent les centres d'arc.
Les points bleus indiquent les centres d'arc.  Les extrémités des arcs sont les points rouge de chaque côté d'un point bleu.
Les extrémités des arcs sont les points rouge de chaque côté d'un point bleu.
-
Tol. et conserver les arcs — Sélectionnez pour retirer automatiquement les points inutiles le long des mouvements de coupe tout en maintenant la tolérance.
- Facteur de tolérance — Entrer une valeur pour déterminer combien de points sont retirés. La valeur doit être entre 0 (retire un nombre de points minimum) et 1 (retire un nombre de points maximum tout en conservant la tolérance afin que les mouvements rapides contiennent le nombre de points minimum).
Distance de séparation de point — Sélectionner pour limiter la distance maximum entre les points de mouvement de coupe consécutifs.
- Distance maximum — Entrer la distance maximum entre les points de mouvements de coupe consécutifs.
Angle de séparation de point — Sélectionner pour limiter le changement d'angle maximum entre les points de mouvement de coupe consécutifs.
- Angle maximum — Entrer l'angle maximum entre les points de mouvements de liaison rapide consécutifs. C'est particulièrement utile lorsque vous approchez la position blocage de cardan de votre machine-outil, où de très petits changements angulaires peuvent entraîner à des changements considérables dans les angles azimut et d'élévation. Pour garantir que l'angle maximum ne soit pas dépassé, PowerMill ajoute des points de parcours d'outil supplémentaires, ce qui ralentit la machine-outil.
Un blocage de cardan est une configuration spécifique d'une machine-outil multi-axes qui se produit lorsque l'axe d'outil s'aligne avec au moins un axe de rotation, à cause de la position d'un ou de plusieurs points de parcours d'outil. Cette configuration résulte en des mouvements indésirables car, lorsque proche du blocage de cardan, des petits ajustements dans l'axe d'outil peuvent nécessiter de grands changements dans un axe de rotation.
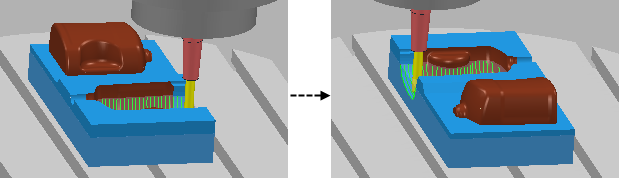
Le graphique ci-dessous montre l'axe de rotation de la machine-outil table-table pivotant (de façon indésirable) de presque 180
 en une seconde. La raison est que la machine-outil usine un segment de parcours d'outil en bas de la cavité de la bouteille qui coïncide avec le blocage de cardan de la machine-outil.
en une seconde. La raison est que la machine-outil usine un segment de parcours d'outil en bas de la cavité de la bouteille qui coïncide avec le blocage de cardan de la machine-outil.
Configuration d'axe de rotation — Le champ en lecture seule affiche uniquement le système de coordonnées que PowerMill utilise pour redistribuer les points de parcours d'outil, si un Type de sortie de Redistribuer est sélectionné. Pour spécifier quel plan de travail PowerMill utilise, sélectionner une option de configuration d'axe de rotation sur la page Machine-outil d'un dialogue de stratégie.
Maillage spécifie la taille du maillage de triangulation relativement à la tolérance d'usinage.
- Facteur de maillage — Entrer une valeur entre 0 et 1 pour effectuer la tolérance de triangulation. Plus le Facteur de maillage est petit, plus le maillage est fin, et le parcours d'outil prend donc plus longtemps à calculer, mais avec plus de précision.
- Limiter longueur de triangle maximum — Sélectionner pour limiter la longueur minimum d'un triangle.
- Longueur de triangle maximum — Entrer la longueur maximum de l'hypoténuse du triangle. Limiter la longueur de triangle maximum diminue le facettage sur les surfaces légèrement incurvées. Mais le délai d'usinage augmente car plus de triangles sont générés. Limiter la longueur du triangle uniquement lorsque le facettage pose problème.