Le dialogue Programme CN est disponible en:
- Cliquant sur l'onglet Programme CN > panneau Créer > Créer.
- Cliquer sur l'onglet Programme CN > panneau Editer > Paramètres.
- Sélectionnant sur Paramètres sur un menu individuel Programme CN.
- Sélectionnant Créer programme CN sur le menu Programmes CN.
Ce dialogue contient ce qui suit :
La portion supérieure du dialogue contient les informations adéquates au programme CN.
Nom — Affiche le nom du programme CN comme il apparaît dans l'explorateur. Si nécessaire, entrer un nouveau nom pour renommer le programme CN.
 Options — Cliquer pour afficher l'onglet Programmes CN > Sortie du dialogue Options. Pour plus d'informations, voir Options > Programme CN.
Options — Cliquer pour afficher l'onglet Programmes CN > Sortie du dialogue Options. Pour plus d'informations, voir Options > Programme CN.
Fichier de codes CN — Affiche le nom et le répertoire du fichier de codes CN utilisé quand vous écrivez tous les parcours d'outils dans un programme CN dans un fichier. Les mêmes variables sont disponibles comme pour Nom de source, sauf %[counter] et %[toolpath]. Sélectionner  pour choisir le fichier de codes CN.
pour choisir le fichier de codes CN.
Cette option est disponible uniquement si vous avez désélectionné Ecrire un fichier pour chaque parcours d'outil dans l'onglet Programmes CN > Sortie dans la fenêtre de dialogue Options.
Fichier d'options machine : le champ affiche le chemin de fichier du fichier d'options de machine sélectionné (comme Fanuc11m). Lorsque <From Machine Tool> est affiché, PowerMill utilise le fichier d'options associé à la machine-outil. Cliquez sur pour afficher la boîte de dialogue Sélectionner fichier d'options et recherchez un fichier d'options machine.
Plusieurs fichiers d’option de machine sont disponibles à l’emplacement suivant : C:\Users\Public\Documents\Autodesk\Manufacturing Post Processor Utility\Generic\.
 Options de palpage : cliquez pour afficher la boîte de dialogue Options de palpage du programme CN où vous pouvez spécifier les paramètres Exporter CAO et de remplacement des coordonnées du palpeur.
Options de palpage : cliquez pour afficher la boîte de dialogue Options de palpage du programme CN où vous pouvez spécifier les paramètres Exporter CAO et de remplacement des coordonnées du palpeur.
Machine-outil — Sélectionner la machine-outil que vous utiliserez pour usiner la pièce. PowerMill sauvegarde la sélection et utilise la machine-outil spécifiée lors de la simulation de machine-outil.
Emplacement du modèle — Sélectionner le plan de travail qui positionne le modèle dans la position correcte sur la machine-outil. Cette option est utile à des fins de simulation. Le plan de travail doit avoir la même orientation que le plan de travail de sortie. PowerMill enregistre la sélection et utilise le plan de travail d'emplacement de modèle spécifié lors de la simulation du programme CN.
Si vous ne sélectionnez pas de machine-outil, PowerMill utilise la machine active pour simuler le programme CN.
Pour simuler le programme CN avec une machine-outil ou un emplacement de modèle différents pour le tester, dans la barre d'outils Machine-outil, sélectionner une machine-outil ou un emplacement de modèle différents, faire un clic-droit sur le programme CN et cliquer Simuler depuis le début. Ces changements ne modifient pas les paramètres sur le dialogue Programme CN.
Plan de travail de codes CN — Sélectionner quel plan de travail dans le projet PowerMill s'aligne avec le système de coordonnées de la machine-outil. Sélectionner un plan de travail spécifie l'orientation de la pièce relative à la machine-outil. Si aucun plan de travail de sortie n'est sélectionné ou suggéré depuis la sélection dans le dialogue Préférence CN, PowerMill utilise le plan de travail de sortie du premier Parcours d'outil dans le programme CN est utilisé. Si le plan de travail de sortie du programme CN depuis le plan de travail de sortie du premier parcours d'outils dans le programme CN, PowerMill envoie un avertissement. Les plans de travail spécifiés dans le programme CN, préférence CN ou dialogues de stratégie n'ont pas besoin d'être similaires (comme le numéro d'outil, le lubrifiant, les cycles de perçage), s'ils sont différents, le plan de travail de sortie sélectionné ici est utilisé en priorité du plan de travail de sortie sélectionné à un autre endroit.
Numéro de programme — Entrer un numéro au début du fichier de programme CN. Certains contrôleurs nécessitent un numéro au début du fichier du programme CN.
Par exemple, pour les contrôles Fanuc, le fichier ressemble à quelque chose comme ça :
% :1234 N10G91G28X0Y0Z0 N20G40G17G80G49 N30G0G90Z33.031
Dans ce cas, 1234 est le numéro du programme.
Alignement d'outil automatique — Désélectionner quand le plan de travail de sortie est différent du plan de travail du parcours d'outils mais qu'aucun mouvement angulaire ne devrait apparaître dans le fichier du programme CN. Par exemple, si vous tournez la tête manuellement à l'angle requis.
Nom de pièce — Affiche le nom de la pièce à usiner. Si nécessaire, saisir un nouveau nom. Le nom de la pièce peut être utilisé pour apparaître au début du fichier du programme CN (selon comment le démarrage de l'enregistrement est défini dans le fichier d'options de la machine).
Valeur outil — Sélectionner si la sortie est spécifiée en terme de Pointe outil ou Centre outil. Le centre de l'outil est défini comme le décalage de l'extrémité de l'outil par le rayon d'extrémité dans la direction de l'axe d'outil.
Mouvements de connexion — Spécifier comment l'outil se déplace d'un parcours d'outil à un autre. Dans les versions précédentes, l'outil se déplaçait à la nouvelle position puis pivotait à l'orientation requise. Cette option est disponible uniquement lorsque des parcours d'outils multi-axes existent.
- Déplacer, Pivoter — Lorsque sélectionné, l'outil se déplace au nouvel emplacement, puis pivote jusqu'à l'orientation correcte.
- Pivoter, Déplacer — Lorsque sélectionné, l'outil pivote dans l'orientation correcte, puis se déplace jusqu'au nouvel emplacement.
- Simultané — Lorsque sélectionné, l'outil se déplace et pivote simultanément. C'est l'option par défaut.
Liste de parcours d'outils — Affiche tous les parcours d'outils dans le programme CN, avec les paramètres utilisés pour créer le parcours d'outil. Sélectionner un ou plusieurs parcours d'outils pour afficher leurs informations dans la partie inférieure du dialogue.
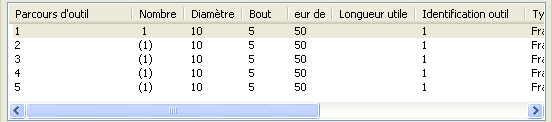
Vous pouvez faire glisser et redimensionner les colonnes en plaçant le curseur sur l'extrémité d'une colonne et en la faisant glisser à un nouvel endroit.
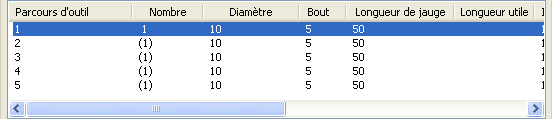
Le champ Numéro dans le numéro de l'outil.
Si le numéro est entre parenthèses, (2), cela indique qu'il n'y a pas de changement d'outil pour ce parcours.
Si le numéro est précédé par une astérisque *, cela indique que le numéro d'outil pour ce parcours d'outil a été édité dans la partie inférieure de ce dialogue.
Si le numéro est remplacé par un ?, cela indique qu'aucun numéro d'outil n'a été spécifié, mais une numérotation d'outil de Comme spécifié a été sélectionnée.
Vous ne pouvez pas définir le même numéro pour un outil qu'un déjà existant pour un outil différent. La seule fois où ce n'est pas le cas est quand vous écrivez un fichier séparé pour chaque parcours d'outil, où tous les numéros d'outils par défaut sont de 1. Le premier numéro d'outil dans n'importe quel fichier est de 1 par défaut.
 Liste de parcours d'outils — Cliquer pour afficher la liste de parcours d'outils et leurs paramètres (utilisés dans le programme CN) dans un dialogue à part.
Liste de parcours d'outils — Cliquer pour afficher la liste de parcours d'outils et leurs paramètres (utilisés dans le programme CN) dans un dialogue à part.
 Liste d'outils — Cliquer pour afficher la liste d'outils et leurs paramètres (utilisés dans le programme CN) dans un dialogue à part.
Liste d'outils — Cliquer pour afficher la liste d'outils et leurs paramètres (utilisés dans le programme CN) dans un dialogue à part.
Vous pouvez faire un clic droit sur les colonnes dans les dialogues Liste de Parcours d'outils et Liste d'outils pour personnaliser la vue ou copier les données sur une application externe.
Réinitialiser — Cliquer pour réinitialiser les Numéros d'outils à leurs valeurs d'origine. Le Numéro d'outil peut être modifié dans la partie inférieure de la fenêtre de dialogue et est affiché dans la Liste de parcours d'outils.
Changement outil — Spécifier quand une commande Charger outil est écrite.
- Au changement — Sélectionnez pour ajouter une commande de chargement d'outil au départ du premier parcours d'outil et par la suite, uniquement si la géométrie d'outil change. Cela ajoute une commande de chargement d'outil si la longueur d'outil est différente.
- Toujours — Sélectionnez pour ajouter une commande de chargement d'outil au départ de tous les parcours, même si les paramètres d'outil sont les mêmes.
- Sur le nouvel outil — Sélectionnez pour ajouter une commande de chargement d'outil au début du premier parcours et par la suite, uniquement si le parcours utilise une entité d'outil différente du parcours précédent.
Numérotation outil — Spécifier le système de numérotation utilisé pour identifier les outils dans le programme CN.
- Automatique — Sélectionnez pour donner un nouveau numéro pour chaque nouvel outil utilisé. Quand un outil est ré-utilisé dans un autre parcours, son numéro existant est utilisé.
- Comme spécifié — Sélectionnez pour utiliser le numéro d'outil spécifié dans le dialogue Entité d'outil. Si aucun numéro d'outil n'a été spécifié dans aucun dialogue, un ? s'affiche dans la liste de parcours d'outil — cependant, s'il s'agit du premier parcours d'outil, le numéro d'outil est assumé comme étant 1.
- Séquentiel — Sélectionnez pour nommer les outils séquentiellement. Par défaut, le premier outil est nommé 1, suivi par 2; 3, 4 et ainsi de suite.
Le champ Numéro d'outil dans la zone spécifié de parcours du dialogue Programme CN définit le premier numéro dans une série séquentielle.
Si le même outil est utilisé dans le parcours d'outil subséquent dans un programme CN, le numéro d'outil est entre parenthèses, par exemple, (1).
Position de changement d'outil — Spécifier si un outil est changé avant ou après le mouvement de connexion.
- Après liaison — Sélectionnez pour que le changement d'outil se produise après les mouvements de liaison. C'est l'option par défaut.
- Avant liaison — Sélectionnez pour que le changement d'outil se produise avant les mouvements de liaison.