Utiliser la page Usinage de filetage externe pour créer un filetage externe.
Type de profondeur — Sélectionner comment déterminer la profondeur de filetage maximum.
- Feature — Le filetage commence à la base du bossage. Le champ Profondeur est alors désactivé car PowerMill calcule cette valeur.
- Personnalisé — Le filetage commence à une distance sous le haut du bossage. Entrer cette distance dans le champ Profondeur.
Profondeur — Entrer la profondeur de filetage maximum. Cette option est uniquement disponible si vous sélectionnez un Type de profondeur pour Défini par l'utilisateur. Si vous sélectionnez un Type de profondeur pour Feature, PowerMill calcule cette valeur pour vous.
Garde — Entrer la distance au-dessus du haut du bossage. Par défaut, c'est la même chose que le Z de départ incrémental.
Tours — Entrer le nombre de tours de la fraise de filetage. Les grands bossages nécessitent parfois plus d'un tournage.
Pas — Entrer la distance d'une gorge de filetage à la suivante.
Tolérance — Entrer une valeur de tolérance pour déterminer avec quelle précision le parcours d'outil suit le bossage.
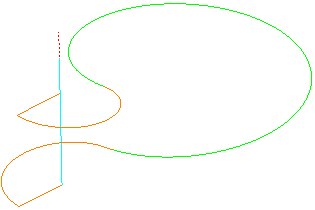
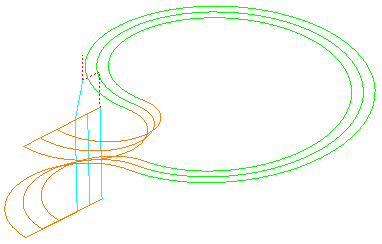
Nombre de postions de départ — Entrer une valeur pour créer les parcours d'outils identiques qui sont pivotés autour de l'axe d'outil et espacés également. Cela vous permet de générer des filetages interdépendants.
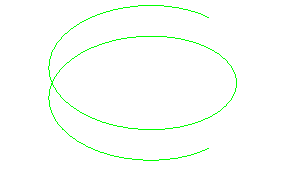
Parcours d'outil avec une position de départ :
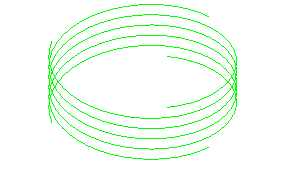
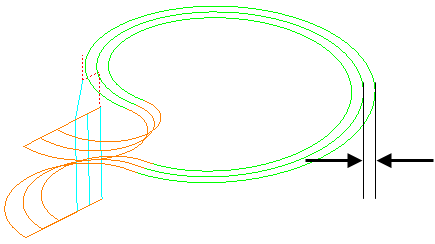
Parcours d'outil avec trois positions de départ :
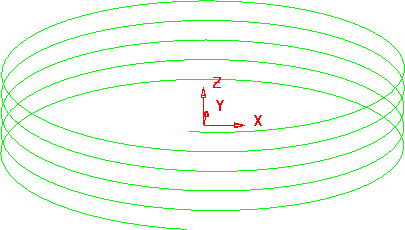
Passes radiales— Saisissez le nombre de parcours d'outils hélicoïdaux radialement espacés :
Une passe:
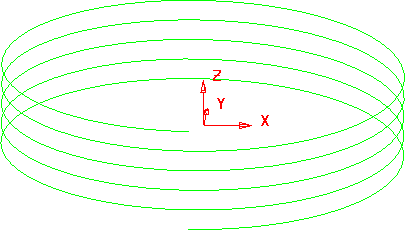
Trois passes:
Incrément — Entrer la distance entre les passes successives.
Direction de coupe — Sélectionner la technologie d'usinage. La combinaison de Direction d'usinage et Gauche/Droite détermine la direction d'usinage.
|
Filetage droit |
Filetage gauche |
|
|
Avalant |
Horaire, vers le bas |
Horaire, vers le haut |
|
Opposition |
Trigonométrique, vers le haut |
Trigonométrique, vers le bas |
Gauche/Droite — Sélectionner la direction en rotation du filetage alors qu'il se déplace dans la direction Z positive.
- Gauche — Crée un parcours d'outil hélicoïdal qui tourne dans le sens horaire dans la direction Z positive.
- Droit — Crée un parcours d'outil hélicoïdal qui tourne dans le sens trigonométrique dans la direction Z positive.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.