Utiliser la page Contournage par disque pour créer des parcours d'outils de contournage avec un outil à disque. Au lieu de la pointe de l'outil, l'arête de l'outil est conduite le long de la surface. Cette stratégie ne va pas couper les angles vifs, va retirer, repositionner et ensuite plonger avant de continuer l'usinage.
Courbe directrice — Sélectionner pour qu'un motif encastré détermine le contour d'usinage. Cela vous permet de contourner une partie spécifique du modèle, au lieu du modèle entier. Si aucun motif intégré n'est spécifié, la surface sélectionnée détermine le profil d'usinage.
 Créer motif — Sélectionner pour créer un nouveau motif vide.
Créer motif — Sélectionner pour créer un nouveau motif vide.
 Motif sélectionné — Sélectionner un motif dans la liste. Si aucun motif n'est affiché, ou que
Motif sélectionné — Sélectionner un motif dans la liste. Si aucun motif n'est affiché, ou que  est sélectionné, alors aucun motif n'est sélectionné. La liste contient une liste de tous les motifs disponibles.
est sélectionné, alors aucun motif n'est sélectionné. La liste contient une liste de tous les motifs disponibles.
 Motif choisi sélectionné — Cliquer pour sélectionner un motif en faisant une sélection dans la fenêtre de graphiques, plutôt que par nom dans la liste Sélectionner un motif.
Motif choisi sélectionné — Cliquer pour sélectionner un motif en faisant une sélection dans la fenêtre de graphiques, plutôt que par nom dans la liste Sélectionner un motif.
Cliquer sur affiche l'onglet Choisir entité. Sélectionner un motif dans la fenêtre graphique pour fermer l'onglet Choisir entité et afficher le motif dans le champ Motif sélectionné.
 Rassembler courbes — Cliquer pour copie les courbes sélectionner dans le motif. Cela vous donne des moyens d'extraction rapides et puissants de la géométrie depuis un modèle de surface et la copie dans le motif/la frontière actif. Pour plus d'informations, voir l'exemple Rassembler les courbes.
Rassembler courbes — Cliquer pour copie les courbes sélectionner dans le motif. Cela vous donne des moyens d'extraction rapides et puissants de la géométrie depuis un modèle de surface et la copie dans le motif/la frontière actif. Pour plus d'informations, voir l'exemple Rassembler les courbes.
Axe outil
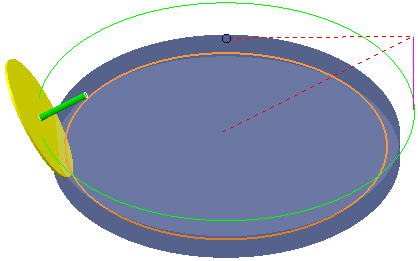
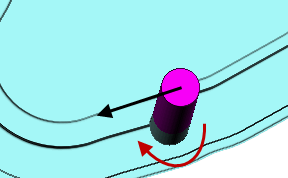
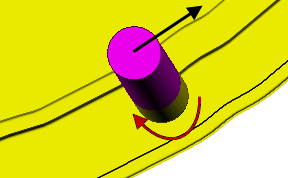
Orientation — Sélectionner l'orientation du corps de l'outil.
Intérieur :
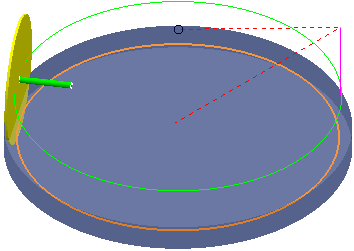
Extérieur :
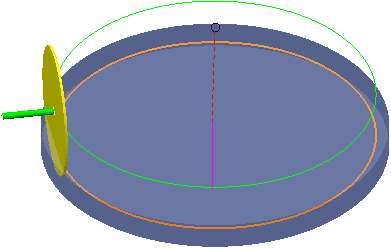
Elévation — Entrer l'angle de l'axe du disque depuis l'horizontale.
Un angle d'élévation de 30
Contournage
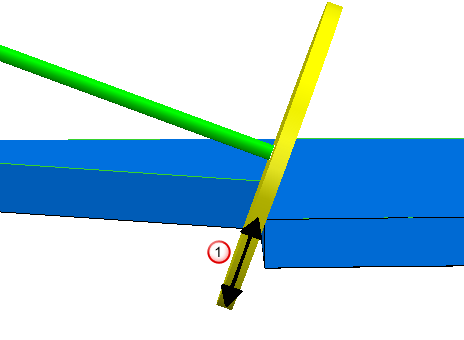
Profondeur de passe totale — Entrer la profondeur totale.
La Profondeur de passe,  , est mesurée dans le plan du disque. Cela signifie que la profondeur de passe n'est pas nécessairement le long de l'axe Z.
, est mesurée dans le plan du disque. Cela signifie que la profondeur de passe n'est pas nécessairement le long de l'axe Z.
Rayon de courbure min — Entrer le rayon de courbure minimum usinable. Quand la courbure est plus nette que ceci, l'outil va se retirer, se repositionner et ensuite plonger avant de continuer l'usinage, et donc retirer les morceaux du parcours d'outils.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.