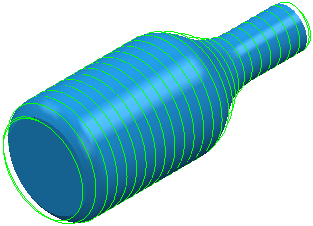
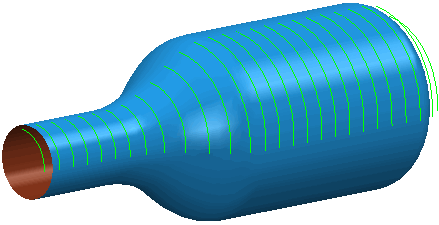
Utiliser la stratégie Finition en rotation pour créer un parcours d'outil en pivotant le modèle autour de l'axe X avec un mouvement linéaire fourni par la paire d'axes Y et Z.
Limites X — Entrer les limites absolues du parcours de finition le long de l'axe X. Vous pouvez entrer les valeurs manuellement ou les définir automatiquement en cliquant sur le bouton  Réinitialiser aux limites X du brut.
Réinitialiser aux limites X du brut.
Limites X déterminées par le bouton Réinitialiser aux limites X du brut :
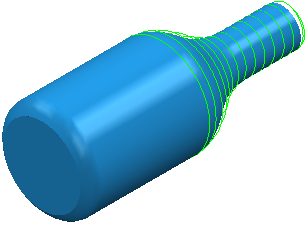
Un début de limites X de 50 et une fin de 102 :
Style — Sélectionnez la technique d'usinage (circulaire, linéaire ou en spirale).
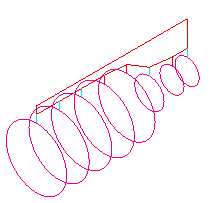
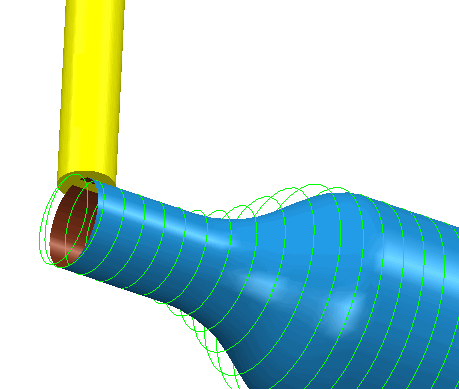
- Circulaire — Sélectionnez cette option pour que le modèle pivote avec l'outil à une position fixe, usinant ainsi efficacement un cercle. L'outil usine ensuite la quantité requise et passe au cercle suivant.
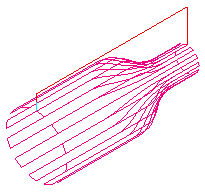
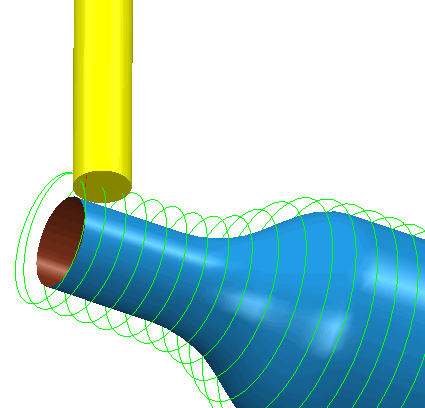
- Linéaire — Sélectionnez cette option pour que l'outil traverse l'axe X en ligne droite, avec l'axe de rotation seulement utilisé à la fin de chaque passe pour repositionner le modèle.
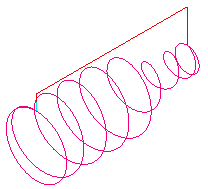
- En spirale — Sélectionnez cette option pour qu'une spirale continue soit découpée dans la longueur du modèle. Pour garantir une finition propre, un cercle complet est découpé aux deux extrémités.
Décalage en Y — Entrer une distance non nulle pour éviter d'usiner au centre de l'outil.
Un décalage Y de 0 coupe en utilisant le centre de l'outil.
Un décalage Y de 10 coupe en utilisant la position sur l'outil située à 10 mm de son centre.
Limites angulaires — Entrer les positions angulaires auxquelles l'usinage Démarre et Finit. Cette option est disponible uniquement pour l'usinage Cercle ou Droite. La boite Départ spécifie la position angulaire à laquelle l'usinage doit démarrer et la boite Arrivée spécifie la position d'arrivée.
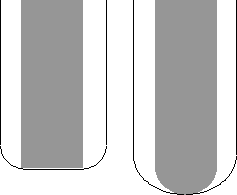
Angle de départ de 0 et angle d'arrivée de 360.
et angle d'arrivée de 360.
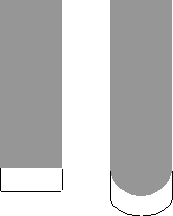
Angle de départ de 0 et angle d'arrivée de 90.
Les limites angulaires sont mesurées dans une direction trigonométrique lorsque vu le long d'un axe X positif. La zone usinée est entre les angles de départ et d'arrivée.
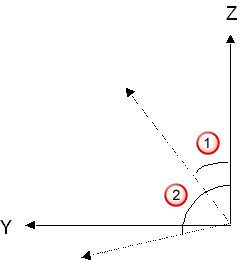
 - angle de départ
- angle de départ
 - angle d'arrivée
- angle d'arrivée
 Réinitialiser en cercle complet— Cliquer pour vous assurer que le 360 complet est usiné.
Réinitialiser en cercle complet— Cliquer pour vous assurer que le 360 complet est usiné.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
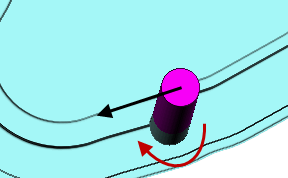
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
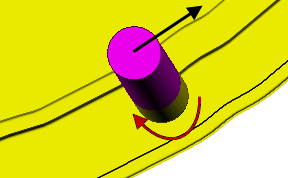
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Incrément —Entrez la distance entre les passes d'usinage successives.
 Copier incrément de l'outil— Cliquer pour charger la profondeur de passe radiale depuis les données de coupe de l'outil actives. La profondeur de passe radiale est mesurée le long de l'axe d'outil.
Copier incrément de l'outil— Cliquer pour charger la profondeur de passe radiale depuis les données de coupe de l'outil actives. La profondeur de passe radiale est mesurée le long de l'axe d'outil.
 Edité — Lorsqu'affiché, montre les valeurs entrées par vous (ou un autre utilisateur). Cliquer sur pour changer cette valeur à la valeur calculée automatiquement.
Edité — Lorsqu'affiché, montre les valeurs entrées par vous (ou un autre utilisateur). Cliquer sur pour changer cette valeur à la valeur calculée automatiquement.
 Incrément — Entrer la distance entre les passes d'usinage successives.
Incrément — Entrer la distance entre les passes d'usinage successives.
Si vous entrez une valeur d'Incrément, alors
change en .
 Hauteur de crête — Entrer la hauteur de crête maximum et utiliser cette valeur pour déterminer l'incrément. PowerMill calcule la valeur d'incrément pour donner une hauteur de crête de la tolérance d'usinage en utilisant l'outil actuel lorsque vous usinez un plan incliné à 45. C'est la pire hauteur de crête pour une tolérance donnée.
Hauteur de crête — Entrer la hauteur de crête maximum et utiliser cette valeur pour déterminer l'incrément. PowerMill calcule la valeur d'incrément pour donner une hauteur de crête de la tolérance d'usinage en utilisant l'outil actuel lorsque vous usinez un plan incliné à 45. C'est la pire hauteur de crête pour une tolérance donnée.
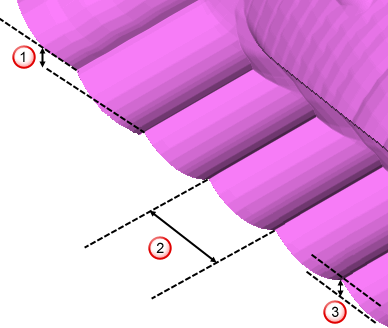 Prof. de passe
Incrément
Prof. de passe
Incrément
 Hauteur de crête
Hauteur de crête
Pour plus d'informations, voir Lien entre incrément et hauteur de crête.