Utiliser la page Finition Reprise Multi-Bitangentielle pour créer un parcours à tracés multiples en prenant les contours des zones non-usinables d'un outil précédent appelé l'outil de référence. Utiliser ce parcours pour nettoyer les coins entre les surfaces non tangentielles.
Sortie — Sélectionner quelles portions du parcours d'outil générer.
- En pente — Sort la portion du parcours d'outil, qui crée un angle d'au moins l'Angle de seuil par rapport à l'horizontale.
- Région plane — Sort la portion du parcours d'outil, qui crée un angle de jusqu'à l'Angle de seuil par rapport à l'horizontale. .
- Les deux — Sort les portions en pente et à plat.
Angle de seuil — Entrer un angle, depuis l'horizontale, auquel les portions en pente et à plat sont séparées quand vous sélectionnez un type de Sortie de En pente ou Région plane.
Crête — Entrer la hauteur de crête. PowerMill calcule l'incrément entre les passes d'outil en utilisant la géométrie de fraise et cette hauteur de crête.
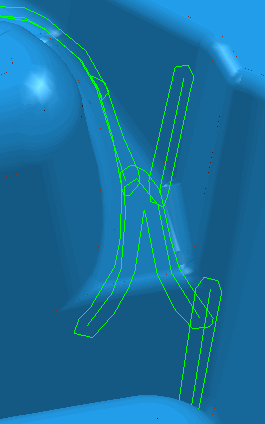
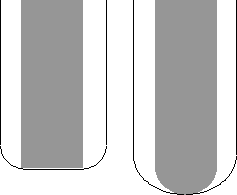
Séparer les régions — Sélectionner pour traiter chaque segment bitangentiel indépendamment. Cela produit des résultats plus lisses mais des régions plus proches pourraient être usinées deux fois.
Option Séparer les régions sélectionnée :
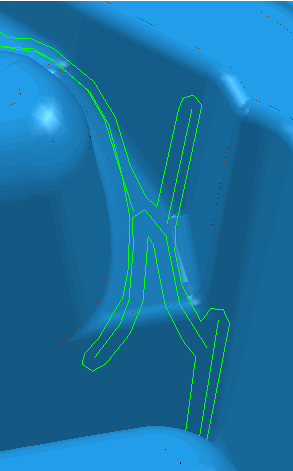
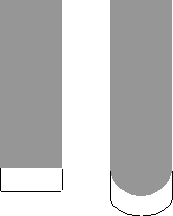
Option Séparer les régions désélectionnée :
Passes maximum —Utiliser ces paramètres pour déterminer le nombre de passes que vous voulez créer. Sélectionner Passes maximum, puis entrer le nombre de passes souhaitées dans le champ suivant.
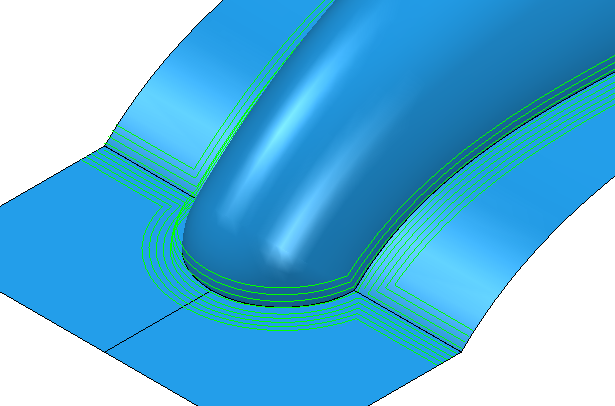
Un parcours d'outil multi bitangentiel sans restriction du nombre de passes.
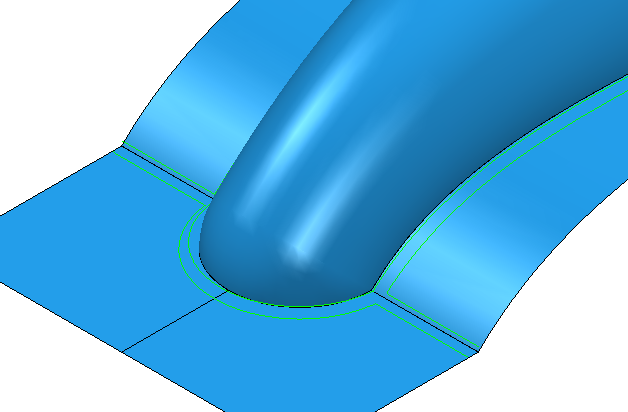
Si vous sélectionnez Passes maxi. et que vous entrez le nombre de passes que vous voulez (dans ce cas 2).
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
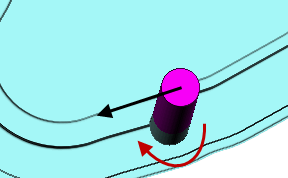
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
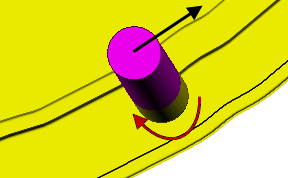
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.