Utiliser la page Ebauche de tournage pour usiner une pièce tournée.
Cycle — Sélectionner depuis:
- Tournage — Ce cycle effectue une ébauche dans les frontières de matière définies en usinant parallèlement à la ligne centre de la pièce le long de l'axe Z tout en descendant sur l'axe X. Si vous sélectionnez une direction d'usinage Négative, l'outil usine de droite à gauche. Si vous sélectionnez une direction d'usinage Positive, l'outil usine de gauche à droite.
- Face — Ce cycle effectue une ébauche dans les frontières de matière définies en usinant perpendiculairement à la ligne centre de la pièce tout en accédant à la face de la pièce le long de l'axe Z dans la direction négative. Si vous sélectionnez une direction d'usinage Négative, l'outil usine vers l'axe X, du haut vers la ligne centre. Si vous sélectionnez une direction d'usinage Positive, l'outil usine vers l'axe X, de la ligne centre vers le haut.
- Face arrière — Ce cycle effectue une ébauche dans les frontières de matière définies en usinant perpendiculairement à la ligne centre de la pièce tout en accédant à la face de la pièce le long de l'axe Z dans la direction positive. Si vous sélectionnez une direction d'usinage Négative, l'outil usine vers l'axe X, du haut vers la ligne centre. Si vous sélectionnez une direction d'usinage Positive, l'outil usine vers l'axe X, de la ligne centre vers le haut.
Style — Sélectionner de:
- Tournage— Chaque passe d'ébauche est usinée dans la même direction. Pour la finition, l'outil trace le contour de la feature de droite à gauche et est retiré de la pièce.
Ebauche
Chaque passe d'ébauche est usinée dans la même direction.
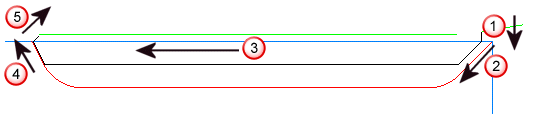
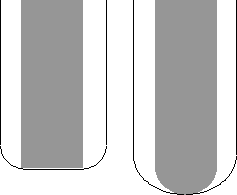
 Avance droite dans la pièce. La distance est basée sur la profondeur de passe.
Avance droite dans la pièce. La distance est basée sur la profondeur de passe. Découpe sur la paroi de droite.
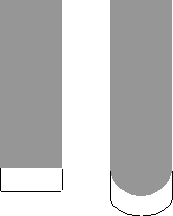
Découpe sur la paroi de droite. Avance droite de l'autre côté.
Avance droite de l'autre côté. Remontée sur la paroi de gauche.
Remontée sur la paroi de gauche. Retrait de la paroi, retrait complet de la feature.
Retrait de la paroi, retrait complet de la feature.Finition
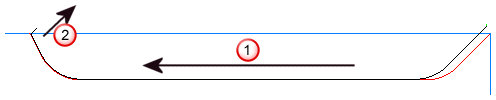 L'outil trace le contour de la feature de droite à gauche. L'outil est retirée de la pièce basé sur l'angle de dégagement et la distance de dégagement.
L'outil trace le contour de la feature de droite à gauche. L'outil est retirée de la pièce basé sur l'angle de dégagement et la distance de dégagement. - Bidirectionnel — L'ébauche avec des outils de gorge bidirectionnels est bidirectionnelle. La finition bidirectionnelle est effectuée en utilisant une stratégie unique qui est autorisée en ayant un outil de gorge qui usine dans les deux directions.
L'ébauche avec des outils de découpe bidirectionnelle et bidirectionnelle. Les étapes des coupes sont les suivantes.
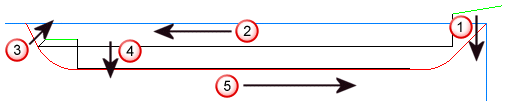 Avance droite dans la pièce. La distance est basée sur la profondeur de passe. Avance droite sur Z. Retrait de la paroi et retour-rapide légèrement sur Z. Avance droite à nouveau basée sur la profondeur de passe. Avance droite en direction -Z.
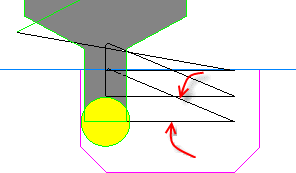
Avance droite dans la pièce. La distance est basée sur la profondeur de passe. Avance droite sur Z. Retrait de la paroi et retour-rapide légèrement sur Z. Avance droite à nouveau basée sur la profondeur de passe. Avance droite en direction -Z. - Plaquette ronde — Les parcours d'outils de finition à plaquette ronde sont les mêmes que les parcours d'outils de finition de tournage. Ils sont conçus pour faciliter l'insertion de l'outil dans une forme de gorge. Lorsque sélectionné, la page Plaquette ronde est disponible.
Les parcours d'outils d'ébauche à plaquette ronde sont conçues pour faciliter l'insertion de l'outil dans une forme de gorge par un angle d'engagement. Une plaquette ronde est requise et vous devez sélectionner manuellement l'outil pour ce type de parcours d'outil.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Au-dessus de la ligne centre — Sélectionner cette option pour faire travailler l'outil sur le côté X négatif de la ligne d'axe de tournage.
Direction d'usinage — Sélectionner une option pour spécifier la direction d'usinage de l'outil :
- Positive — L'outil usine dans la direction positive de l'axe de découpe, qui dépend du cycle sélectionné.
- Tournage — L'outil usine dans la direction +Z.
- Face — L'outil usine dans la direction +X.
- Face arrière — L'outil usine dans la direction +X.
- Négative — L'outil usine dans la direction négative de l'axe de découpe, qui dépend du cycle sélectionné.
- Tournage — L'outil usine dans la direction -Z.
- Face — L'outil usine dans la direction -X.
- Face arrière — L'outil usine dans la direction -X.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
Profondeur de passe — Entrer un incrément de pas pour chaque passe que la routine d'ébauche effectue sur la pièce. L'interprétation de Profondeur de passe dépend si Profondeur de passe constante est sélectionné.
Si Profondeur de passe constante est désélectionné, la valeur de profondeur de passe que vous avez défini est la profondeur de passe maximum pour la feature. Si la profondeur de passe divise également la profondeur de votre feature, votre incrément est utilisé. Si cela entraîne une passe finale qui est plutôt faible, la profondeur de passe est ajustée pour entraîner des passes d'ébauches égales. Par exemple, si vous avez une feature qui est de 0,5 mm de profondeur et spécifiez une profondeur de passe de 0,4, la feature est ébauchée en deux passes égales de 0,25 mm au lieu d'une passe de 0,4 mm et d'une autre passe de profondeur 0,1 mm.
Si Profondeur de passe constante est sélectionné, la feature est coupée en utilisant cette profondeur pour chaque passe.
- Maximum — Entrer la profondeur de passe maximum.
- Profondeur de passe constante — Voir Profondeur de passe.
Passe de contour — Sélectionner une option pour spécifier si une passe de paroi est insérée dans le parcours.
Cet attribut s'applique aux stratégies d'ébauche de tournage et d'alésage. Sélectionner:
- Toujours pour effectuer les trois mouvements d'une passe d'ébauche typique :
- Déplacement droit à travers la pièce .
- Déplacement le long de la paroi pour retirer les crêtes .
- Retrait de la pièce à un angle .
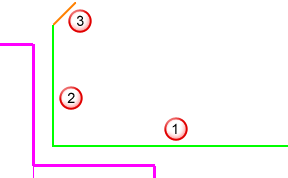
- Déplacement droit à travers la pièce
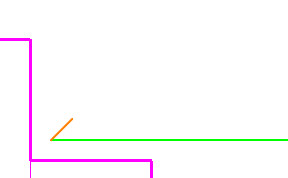
- Tout ignorer pour omettre le second mouvement. Sélectionner cette option quand vous utilisez un outil qui ne coupe pas très bien vers le haut. Par exemple:
- Ignorer nombre pour choisir combien de passe ignorer. Par exemple, sélectionner , pour ignorer le mouvement de paroi pour la première passe d'ébauche mais pas pour les passes suivantes. Cette option est disponible uniquement pour les stratégies d'alésage.
Active le cassage d'angle — Sélectionner pour insérer automatiquement des mouvements en arc sur les coins externes.
— Active le cassage d'angle.
— Désactive le cassage d'angle.
Les effets du cassage d'angle sont :
- Les mouvements inutiles par la machine sont minimisés; cependant le programme pièce posté peut être légèrement plus long en nombre de blocs utilisés.
- Les bavures sont retirées, mais autrement la pièce a la même forme et dimensions données par la courbe de feature parce que le rayon de l'arc inséré est le même que le rayon de plaquette.
- Le mouvement machine est plus lisse.
Matière restante — Sélectionner une option pour spécifier comment le parcours d'outil prend en compte la matière restante.