Utiliser la stratégie Finition radiale pour créer un motif radial 2D dans une frontière, puis le projette sur le modèle. Le motif est ensuite usiné.
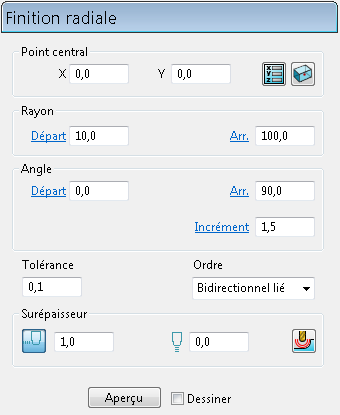
- Point central— Utiliser ces paramètres pour définir l'origine du motif radial. Le motif étant centré à l'origine du plan de travail actif, vous pourriez vouloir le déplacer avant qu'il soit projeté sur la surface de travail.
 — Cliquer pour afficher la boite de dialogue Position. Utiliser le dialogue pour entrer manuellement les coordonnées et localiser les éléments dans la fenêtre de graphiques.
— Cliquer pour afficher la boite de dialogue Position. Utiliser le dialogue pour entrer manuellement les coordonnées et localiser les éléments dans la fenêtre de graphiques. Réinitialiser au centre du brut — Cliquer pour centrer le motif radial automatiquement au milieu du brut.
Réinitialiser au centre du brut — Cliquer pour centrer le motif radial automatiquement au milieu du brut.- Départ de rayon / Fin de rayon — Entrer les valeurs pour contrôler les dimensions du motif et la direction de la première passe.
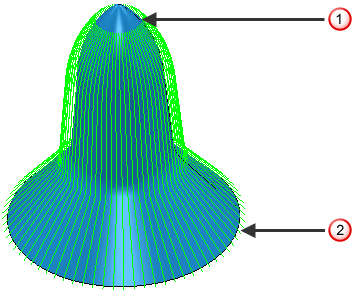
Ce parcours d'outil a un Rayon de départ de 10 et un Rayon de fin de 100.
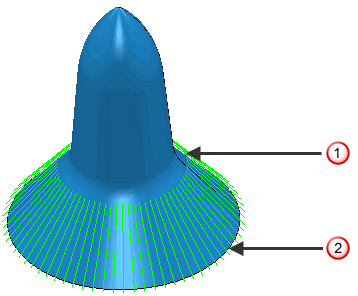
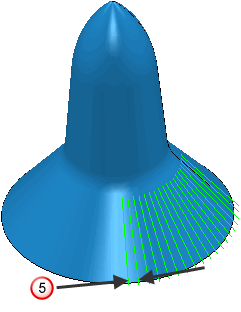
Ce parcours d'outil a un Rayon de départ de 27 et un Rayon de fin de 100 .
 — Rayon de départ
— Rayon de départ — Rayon de fin
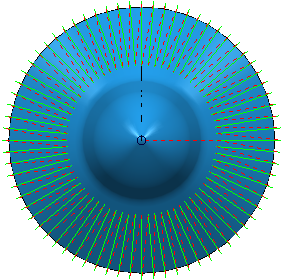
— Rayon de fin - Angle de départ / Angle de fin / Incrément —Entrez les valeurs pour déterminer sur quelle portion d'un cercle plein l'image est générée, et si l'outil se déplace dans une direction horaire ou trigonométrique.
Ce parcours d'outil présente un angle de départ de 0
 et un angle de fin de 360.
et un angle de fin de 360.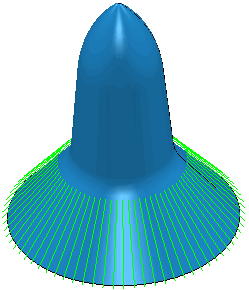
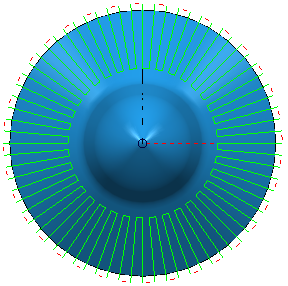
Ce parcours d'outil présente un angle de départ de 0
et un angle de fin de 90.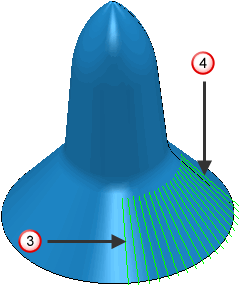
 — Angle de départ
— Angle de départ — Angle d'arrivée
— Angle d'arrivéeLes angles sont mesurés de façon trigonométrique depuis l'axe X positif lorsque vous utilisez des outils orientés Z et depuis l'axe Z positif lorsque vous utilisez des outils orientés X.
Lorsque l'angle de départ est plus grand que l'angle d'arrivée, l'outil de déplace dans la direction horaire.
Lorsque l'angle de départ est plus petit que l'angle d'arrivée, l'outil de déplace dans la direction trigonométrique.
Si vous voulez usiner une zone trigonométrique démarrant à 350
et finissant à 10, vous devez penser aux valeurs que vous allez entrer. Si vous entrez un angle de départ de 350 et un angle de fin de 10, PowerMill se déplacera dans la direction horaire et usinera dans la direction opposée de celle que vous voulez. Vous devez donc entrer un Angle de départ de 350 et un Angle d'arrivée de 370 pour obtenir le résultat souhaité. - Incrément — Entrer la distance entre les passes d'usinage successives. C'est la distance maximum entre les passes.
 — incrément
— incrément - Ordre —Sélectionnez l'ordre dans lequel PowerMill usine les segments.
- Unidirectionnel
- Bidirectionnel lié
- Unidirectionnel
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.