Usare la pagina Finitura per rotazione per creare un percorso utensile ruotando il lavoro intorno all'asse X, con movimento lineare offerto dalla coppia asse Y e Z.
Limiti X — Inserire i limiti assoluti del percorso di finitura lungo l'asse X. Si possono inserire i valori manualmente, o possono essere definiti automaticamente facendo clic sul pulsante  Ripristina ai limiti del blocco.
Ripristina ai limiti del blocco.
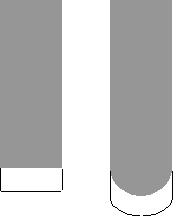
Limiti X determinati dal pulsante Ripristina ai limiti del blocco:
Limiti X iniziali di 50 e una Fine di 102:
Stile — Selezionare la tecnica di sgrossatura (Cerchio, Linea o Spirale).
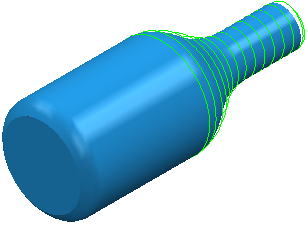
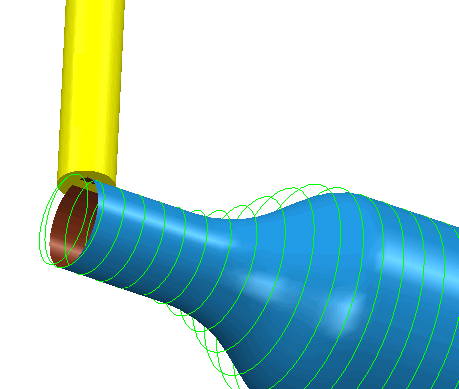
- Circolare — Selezionare questa opzione affinché il processo ruoti assieme all'utensile in una posizione fissa, lavorando in modo efficace un cerchio. L'utensile poi esegue un passo laterale del valore richiesto e lavora il cerchio successivo.
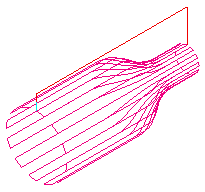
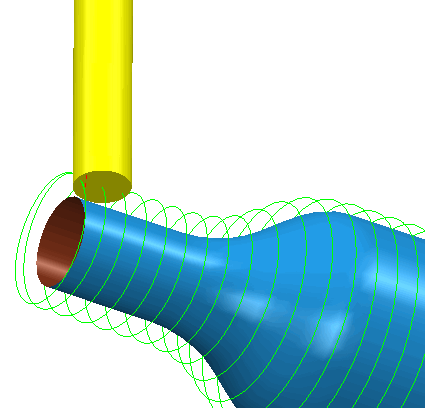
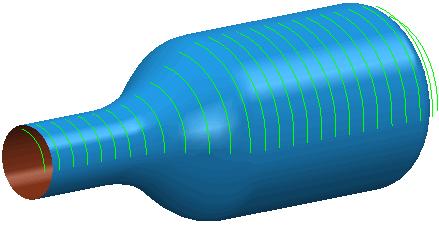
- Linea — Selezionare questa opzione perché l'utensile scorra lungo l'asse X in linee rette, con l'asse di rotazione usato solo alla fine di ciascuna passata per riposizionare il processo.
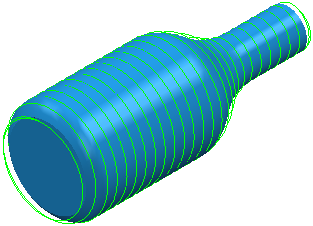
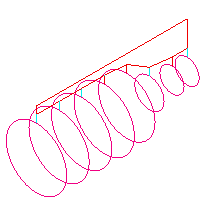
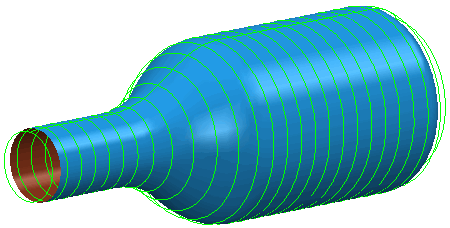
- Spirale — Selezionare questa opzione in modo che venga tagliata una spirale continua per l'intera lunghezza del processo. Per assicurare una finitura pulita viene tagliato un cerchio completo in corrispondenza delle sue estremità.

Offset Y — Inserire una distanza diversa da zero per evitare di tagliare al centro dell'utensile.
Un Offset Y di 0 taglia usando il centro dell'utensile.
Un Offset Y di 10 taglia usando la posizione dell'utensile a 10 mm dal centro.
Limiti angolari — Inserire le posizioni angolari di Inizio e Fine della lavorazione. È disponibile solo durante la fresatura Cerchio o Linea. Il riquadro Inizio specifica la posizione angolare a cui inizia la lavorazione e il riquadro Fine specifica la posizione finale.
Angolo iniziale di 0 e Angolo finale di 360.
e Angolo finale di 360.
Angolo iniziale di 0 e Angolo finale di 90.
I limiti angolari sono misurati in senso antiorario quando visualizzati lungo l'asse X positivo. L'area lavorata è tra l'angolo iniziale e finale.
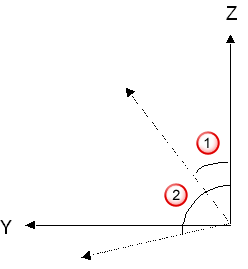
 - angolo iniziale
- angolo iniziale
 - angolo finale
- angolo finale
 Ripristina al pieno cerchio — Fare clic per assicurare che siano lavorati gli interi 360.
Ripristina al pieno cerchio — Fare clic per assicurare che siano lavorati gli interi 360.
Tolleranza — Inserire un valore per determinare con quanta precisione il percorso utensile segue il contorno del modello.
Direzione di taglio — Selezionare la tecnologia di fresatura.
Selezionare una Direzione di taglio dalle seguenti:
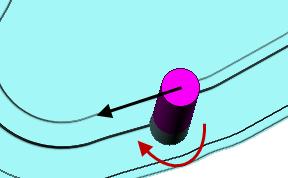
- Concorde — Selezionare per creare i percorsi usando solo la fresatura concorde, dove possibile. L'utensile si trova alla sinistra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
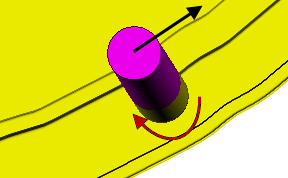
- Convenzionale — Selezionare per creare i percorsi usando solo la fresatura convenzionale o verso l'alto, dove possibile. L'utensile si trova alla destra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
- Qualsiasi — Selezionare per creare i percorsi usando sia la fresatura convenzionale che quella concorde. Questo minimizza le alzate dell'utensile e il suo viaggio.
Sovrametallo — Inserire la quantità di materiale da lasciare sulla parte. Fare clic sul pulsante Sovrametallo  per separare la casella Sovrametallo in Sovrametallo radiale
per separare la casella Sovrametallo in Sovrametallo radiale  Sovrametallo assiale
Sovrametallo assiale  . Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
. Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali.
 Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.
Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.
Passo laterale — Inserire la distanza tra passate di lavorazione consecutive.
 Copia passo laterale da utensile: fare clic per caricare la passata laterale o radiale (Ae) dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
Copia passo laterale da utensile: fare clic per caricare la passata laterale o radiale (Ae) dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
 Modificato — Quando visualizzato, mostra il valore inserito. Fare clic su per cambiare questo valore in modo che sia uguale al valore calcolato automaticamente.
Modificato — Quando visualizzato, mostra il valore inserito. Fare clic su per cambiare questo valore in modo che sia uguale al valore calcolato automaticamente.
 Passo laterale — Inserire la distanza tra passate di lavorazione consecutive.
Passo laterale — Inserire la distanza tra passate di lavorazione consecutive.
Se si inserisce un valore di Passo laterale,
cambia in .
 Altezza cresta — Inserire l'altezza massima della cuspide e usare questo valore per determinare il passo laterale. PowerMill calcola il valore del passo laterale per dare un'altezza cresta della tolleranza di lavorazione usando l'utensile corrente, quando si sta lavorando un piano inclinato a 45. Questo è il caso peggiore di altezza cresta per ogni tolleranza data.
Altezza cresta — Inserire l'altezza massima della cuspide e usare questo valore per determinare il passo laterale. PowerMill calcola il valore del passo laterale per dare un'altezza cresta della tolleranza di lavorazione usando l'utensile corrente, quando si sta lavorando un piano inclinato a 45. Questo è il caso peggiore di altezza cresta per ogni tolleranza data.
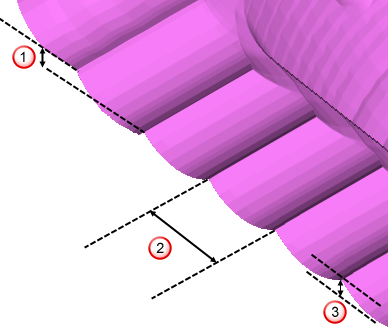 Passo in Z
Passo laterale
Passo in Z
Passo laterale
 Altezza di cresta
Altezza di cresta
Per ulteriori informazioni vedere Collegamento tra passo laterale e altezza di cresta.