车削刀具参考
“常规”选项卡设置
| 参数 | 解释 |
|---|---|
| 描述 | 刀具的文本描述。整个 CAM 中显示的刀具名称里都含有该说明。 |
| 供应商 | 刀具的制造商或供应商。使用此参数来标识购买此特定刀具的来源。 |
| 产品 ID | 刀具的供应商标识符 (ID)。这可以是此刀具的目录、型号或零件代号。 |
| 产品链接 | 用于获取此刀具的供应商的网站或联系信息。此链接将显示在刀具库的“信息”选项卡中。选择此链接将转到供应商外部网站。 |
“镶件”选项卡设置
| 参数 | 解释 |
|---|---|
| ISO 代码 | 如果您知道镶件刀具代码,可以在此处输入,并自动填充其他镶件设置。对于 ANSI 代码,将“单位”设置为“英寸”;对于 ISO 代码,将其设置为“毫米”。 适用于“通用车削”和“车削镗孔”刀具类型。 |
| Shape | 使用通用制造商字母代号来表示的镶件形状。 |
| 离隙角 | 在加工过程中与材料接触的镶件面的拔模斜度。 适用于“通用车削”和“车削镗孔”刀具类型。 |
| Tolerance | 由刀具制造商定义的字母代号来表示的镶件公差。 |
| 横截面 | 镶件的孔和断屑器形状。 |
| 镶件大小 | 使用刀具制造商定义的数字代号来表示的内切圆大小。 适用于“通用车削”和“车削镗孔”刀具类型。 |
| 厚度 | 使用刀具制造商定义的数字代号来表示的厚度。 |
| 转角半径 | 使用刀具制造商定义的数字代号来表示的转角半径大小。 |
| 类型 | 刀具镶件类型。这将更改可用于定义镶件的设置。 |
| 单位 | 刀具测量单位(毫米或英寸)。 |
| 材料 | 刀具的材料。选项包括“未指定”、“HSS”、“镀钛”、“碳化物”和“陶瓷”。 |
| 总长度 | 镶件的整体长度。 适用于“车削开槽”和“车削螺纹加工”刀具类型。 |
| 宽度 | 刀具的非切削宽度。 适用于“车削开槽”和“车削螺纹加工”刀具类型。 |
| 凹槽宽度 | 刀具的切削宽度。 适用于“车削开槽”刀具类型。 |
| 最小螺距 | 镶件可以创建的最小螺距。此值取决于镶件的“螺纹尖端宽度”或“螺纹尖端半径”。它们确定使用镶件上多小的部分来创建较小的螺纹。 适用于“车削螺纹加工”刀具类型。 |
| 最大螺距 | 镶件可以创建的最大螺距。此参数定义镶件的形状。 适用于“车削螺纹加工”刀具类型。 |
| 内螺纹 | 选择该选项后,将启用内螺纹加工。 适用于“车削螺纹加工”刀具类型。 |
| 螺纹轮廓角度 | 螺纹两侧之间的角度值(以度为单位)。输入一个小于 90 度的值。 适用于“车削螺纹加工”刀具类型。 |
| 螺纹尖端类型 | 螺纹尖端类型为平头、尖头或圆头。 适用于“车削螺纹加工”刀具类型。 |
| 螺纹尖端半径 | 螺纹轮廓的半径。输入一个小于或等于齿宽一半的值。仅适用于圆螺纹尖端。 |
| 螺纹尖端宽度 | 螺纹轮廓的平坦面宽度。 适用于“车削螺纹加工”刀具类型。 |
“夹头”选项卡设置
| 参数 | 解释 |
|---|---|
| 单位 | 刀具测量单位(毫米或英寸)。 |
| 样式 | 刀具夹头的释压大小。 |
| 手 | 制造商指定的“右”或“左”。 |
| 夹紧 | 如何将镶件固定到夹头。 |
| 切削宽度 | 夹头头部的宽度。 适用于“通用车削”和“车削镗孔”刀具类型。 |
| 头部长度 | 夹头头部的长度。 |
| 总长 | 夹头的整体长度。 |
| 刀柄宽度 | 夹头刀柄的宽度。 |
| 刀柄高度 | 夹头刀柄的高度。 适用于“通用车削”和“车削螺纹加工”刀具类型。 |
| 圆形刀柄 | 选择该选项后,可为夹头指定圆柱形刀柄。 适用于“通用车削”和“车削螺纹加工”刀具类型。 |
“设置”选项卡设置
设置可定义刀具指向的方向和镶件的接触切削点。
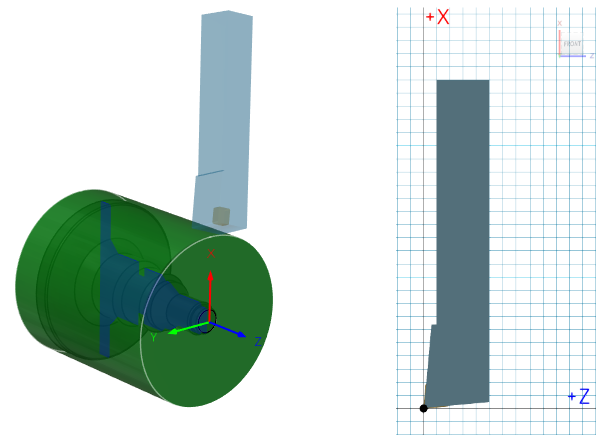
画布上的车削刀具(左)和刀具库中刀具的 3D 预览(右)。
| 参数 | 解释 |
|---|---|
| 方向 | 刀具相对于切削方向的角度。 选择以 90 度为间隔的朝向选项之一来定向刀具,使其与 CNC 机床上实际刀具的定向方式相匹配。 若要将刀具的朝向设置为不是以 90 度为间隔的角度,请在“朝向”框中输入自定义角度,然后按 Enter 键。 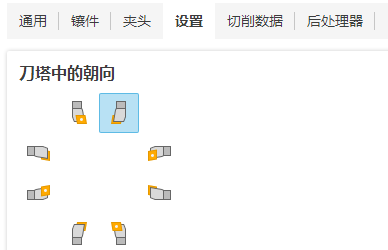 |
| 翻转 | 反转刀具的朝向。 注意:此设置仅影响刀具朝向,而不会改变主轴方向。 |
| 补偿 | 刀具路径补偿位置。 根据对 CNC 机床上刀具的参考方式选择补偿点: 刀尖切线 - 从每条切削边测量,与轴成直角。 刀尖 - 沿镶件切削边创建的交点。 刀尖中心 - 从刀尖的中心参考刀具路径。 镶件中心 - 最常用于圆形或纽扣形镶件。  |
| 顺时针主轴旋转 | 使用刀具时主轴的方向。顺时针是相对于主轴且沿夹头向下看的方向。 注意:此设置仅改变主轴方向,而不影响刀具朝向。在 CNC 机床上运行代码之前,请务必直观地确认仿真结果并检查后处理输出中的主轴 M 代码。 |
“切削数据”选项卡设置
“速度”组
此部分可让您设置刀具的默认主轴速度。
| 参数 | 解释 |
|---|---|
| 使用固定的表面速度 | 选择该选项后,进给和速度将由 NC 控制器确定。CSS 将根据当前的切削直径使一致的材料量移过刀尖。随着刀具接近零件的中心线,RPM 将增加。取消选择该选项后,机床将使用编程的主轴速度和进给速率。 |
| 主轴速度 | 取消选中“使用固定的表面速度”复选框时主轴的旋转速度,以每分钟转数 (RPM) 表示。 适用于“车削螺纹加工”刀具类型。 |
| 表面速度 | 根据当前的切削直径得出的材料移过刀尖的速度。对于英制模式,以英尺/分钟表示;对于公制模式,以米/分钟表示。 |
“进给速率”组
| 参数 | 解释 |
|---|---|
| 使用每转进给量(FPR) | 选择该选项后,进给速率表示为距离/转 (FPR)。取消选择该选项后,进给速率表示为距离/时间(每分钟进给量或 FPM)。 |
| 每转切削进给速率 | 在切削移动中使用的进给量。 |
| 每转导入进给速率 | 导入到切削移动中时使用的进给量。 |
| 每转导出进给速率 | 从切削移动中导出时使用的进给量。 |
| 冷却液 | 要用于刀具的冷却液的类型。并非所有选项都适用于所有 NC 机床。 |
“后处理器”选项卡设置
| 参数 | 解释 |
|---|---|
| 编号 | 在 NC 程序中用于标识刀具的数字。 |
| 断刀控制 | 选择该选项后,可让您检查刀具在使用后是否发生破损。这样会将输出发送给后处理器,以告知机床检查有无损坏的刀具。这是一个与机床相关的功能。 |
| 注释 | 刀具的文本注释。注释通常输出到 NC 程序。 |
| 补偿偏移 | 在 NC 程序中用于标识刀具长度偏移和刀具直径偏移的数字。 |
| 手动换刀 | 选择该选项后,将强制手动换刀。针对带有自动换刀装置的机床取消选择。 |
| 刀塔 | 刀具在 NC 机床上的刀塔位置。 |