追踪参考
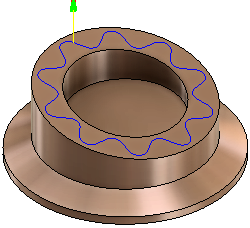
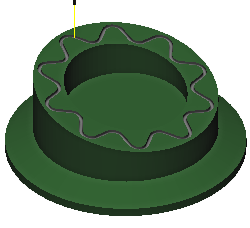
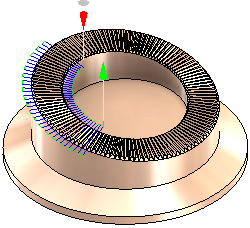
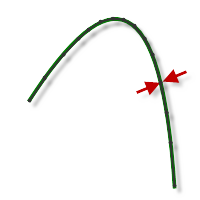
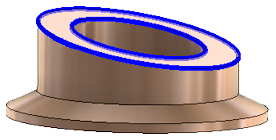
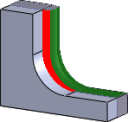
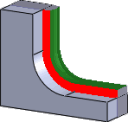
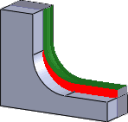
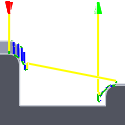
追踪使您可以加工 3D 边轮廓。您可以从模型或草图形状中选择边。此单线雕刻可用于滚动工件或文字。您可以对中心进行加工或使用左侧和右侧补偿。使用左侧和右侧补偿可能会由于 Z 位置的突然更改导致在转角处断开加工路径的连接。
“制造”>“铣削”>“2D”>“追踪”![]()
 “刀具”选项卡设置
“刀具”选项卡设置
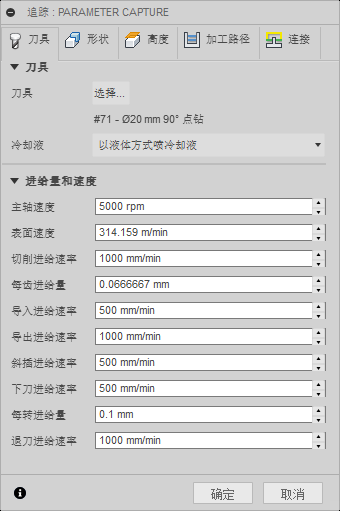
冷却液
选择用于机床的冷却液的类型。并非所有类型均适用于所有机床后处理器。
进给量和速度
主轴和进给速率切削参数。
- 主轴速度 - 主轴的旋转速度,以每分钟转数 (RPM) 表示
- 曲面速度 - 材料移过刀具切削边的速度(SFM 或米/分钟)
- 斜插主轴速度 - 在执行斜插运动时,主轴的旋转速度
- 切削进给速率 - 常规切削移动中使用的进给速率。以英寸/分钟 (IPM) 或毫米/分钟表示
- 每齿进给量 - 以每齿进给量 (FPT) 表示的切削进给速率
- 导入进给速率 - 在导入为切削移动时使用的进给量。
- 导出进给速率 - 从切削移动中导出时使用的进给量。
- 斜插进给率 - 向毛坯执行螺旋斜插时使用的进给量。
- 下刀进给率 - 下刀进入毛坯时使用的进给量。
- 每转进给量 - 以每转进给量表示的下刀进给速率
 “形状”选项卡设置
“形状”选项卡设置
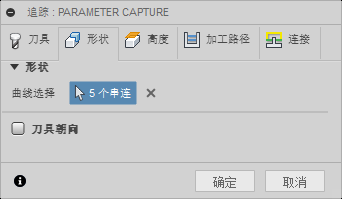
几何图元
选择任意 3D 边或草图以定义加工曲线。
曲线选择
选择任意 3D 边或草图以定义加工曲线。通过使用“倒角”选项,可将此边用于单线雕刻、文字或边清理。
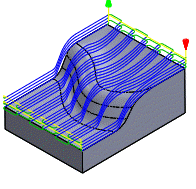
 面上的切削锯齿。 |
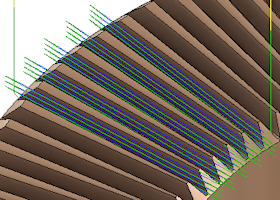 显示了分层铣深。 |
刀具朝向
指定如何使用空间坐标轴朝向和原点选项组合确定刀具朝向。
“朝向”下拉菜单提供了以下选项来设置 X、Y 和 Z 空间坐标轴的轴朝向:
- 设置 WCS 朝向 - 使用当前设置的工件坐标系 (WCS) 来确定刀具朝向。
- 模型朝向 - 使用当前零件的坐标系 (WCS) 来确定刀具朝向。
- 选择 Z 轴/平面和 X 轴 - 选择一个面或边来定义 Z 轴,并选择另一个面或边来定义 X 轴。Z 轴和 X 轴可以翻转 180 度。
- 选择 Z 轴/平面和 Y 轴 - 选择一个面或边来定义 Z 轴,并选择另一个面或边来定义 Y 轴。Z 轴和 Y 轴可以翻转 180 度。
- 选择 X 轴和 Y 轴 - 选择一个面或边来定义 X 轴,并选择另一个面或边来定义 Y 轴。X 轴和 Y 轴可以翻转 180 度。
- 选择坐标系 - 基于模型中定义的用户坐标系设置此操作的特定刀具朝向。这将使用现有坐标系的原点和朝向。如果您的模型不包含适用于您的操作的点和平面,则使用该选项。
“原点”下拉菜单提供了以下选项来定位空间坐标轴原点:
- 设置 WCS 原点 - 使用当前设置的工件坐标系 (WCS) 原点来确定刀具原点。
- 模型原点 - 使用当前零件的坐标系 (WCS) 原点作为刀具原点。
- 选择的点 - 选择顶点或边来确定空间坐标轴原点。
- 毛坯边界盒点 - 在毛坯边界盒上选择一点来确定空间坐标轴原点。
- 模型盒点 - 在模型边界盒上选择一点作为空间坐标轴原点。
 “高度”选项卡设置
“高度”选项卡设置
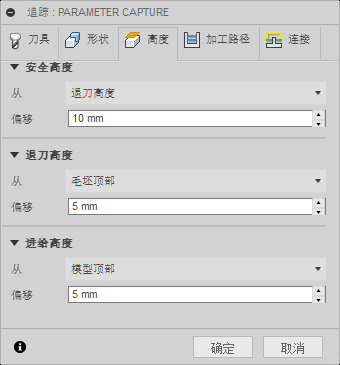
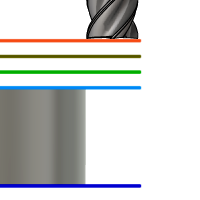
安全高度
“安全高度”是刀具沿其路径快速移动到刀具路径起点的第一高度。
安全高度
- 退刀高度:相对于“退刀高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 选定轮廓:相对于模型上选定轮廓的增量偏移。
- 选定对象:相对于模型上选定点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
安全高度偏移
“安全高度偏移”将会应用,并且是相对于在上述下拉列表中选择的安全高度。
退刀高度
“退刀高度”用于设置在进入下一个切削加工路径之前刀具向上移动的高度。“退刀高度”应设置为高于“进给高度”和“顶部高度”。“退刀高度”与后续偏移一起使用来确立高度。
退刀高度
- 安全高度:相对于“安全高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 选定轮廓:相对于模型上选定轮廓的增量偏移。
- 选定对象:相对于模型上选定点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
退刀高度偏移
“退刀高度偏移”将会应用,并且是相对于在上述下拉列表中选择的退刀高度。
进给高度
“进给高度”用于设置刀具在更改进给/下刀速率以进入零件之前快速移动的高度。应在“顶部”之上设置“进给高度”。钻孔操作将使用该高度作为初始进给高度和退刀啄钻高度。“进给高度”与后续偏移一起使用来确立高度。
进给高度
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 已禁用:禁用“进给高度”会导致刀具快速下降到导入位置。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 选定轮廓:相对于模型上选定轮廓的增量偏移。
- 选定对象:相对于模型上选定点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
进给高度偏移
“进给高度偏移”将会应用,并且是相对于在上述下拉列表中选择的进给高度。
 “加工路径”选项卡设置
“加工路径”选项卡设置
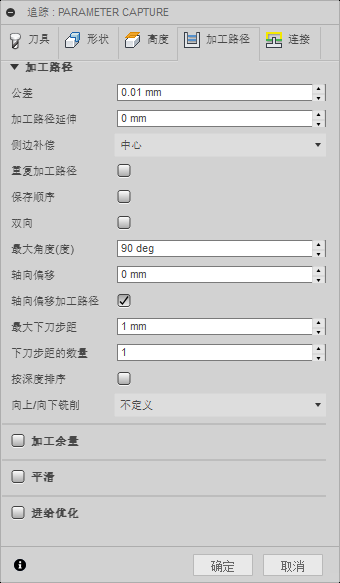
公差
在线性化诸如样条曲线和椭圆等形状时使用的公差。公差被视为最大弦距离。
 |
 |
| 宽松公差 0.100 | 紧密公差 0.001 |
使用直线 G1 和圆弧 G2 G3 命令来控制 CNC 机床的轮廓运动。为了满足这一要求,Fusion 将生成近似的样条曲线和曲面刀具路径,通过对刀具路径进行线性化处理,创建多条较短的直线段来近似模拟所需的形状。刀具路径与所需形状匹配的精确程度很大程度上取决于所使用的直线数量。使用的直线越多,生成的刀具路径就越接近于样条曲线或曲面的标称形状。
数据匮乏
人们往往始终使用非常紧密的公差,但是,这样做需要付出代价,包括会延长刀具路径计算时间、生成较大的 G 代码文件以及直线位移非常短。前两个不算是问题,因为 Fusion 计算速度非常之快,并且大部分现代化控制器都至少具有 1 MB 的 RAM。但是,如果直线位移较短并且进给速率较高的话,就可能导致出现称为数据匮乏的现象。
当无法保持同步的数据让控制器不堪重负时,就会出现数据匮乏。CNC 控制器每秒只能处理有限行数的代码(块)。在较陈旧的机床上每秒可处理 40 个块,而在像 Haas Automation 控制器这样新式的机床上每秒可处理 1,000 甚至更多个块。直线位移较短并且进给速率较高,会迫使处理速率超过控制器可处理的极限。当发生这种情况时,机床必须在每次位移之后暂停,等待控制器发出下一个伺服命令。
加工路径延伸
将加工路径延伸到加工边界以外的距离。
加工路径延伸
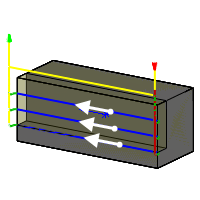
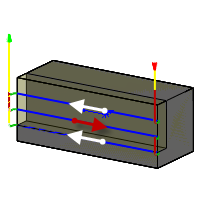
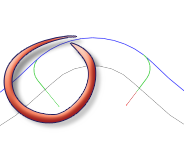
侧边补偿
此设置决定了从其偏移刀具中心的刀具路径的侧。在“左侧(顺铣)”侧边补偿或右侧(逆铣)侧边补偿之间选择。
左侧(顺铣)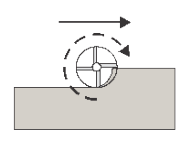 顺铣 |
右侧(逆铣)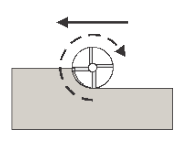 逆铣 |
顺铣可以看成是刀具沿着它切削的表面“走圆弧”。在大多数金属中,该操作通常可以实现更好的精加工,但需要良好的机床刚度。使用此方法时,切屑在最大厚度处开始,在切削末端将变薄,这意味着碎屑中产生的热量较多,而零件中产生的热量较少。
使用逆铣时,刀具将通过“旋转逐渐远离”它正切削的表面。该方法更多的是与手动或刚度较低的机床结合使用。当加工某些木材等特定材料时,这种方法确实具有一些优势,甚至可以实现更好的精加工。
重复加工路径
启用该选项可沿最终精加工路径执行两次加工以移除由于刀具变形而剩余的毛坯。
保存顺序
指定按照特征的选择顺序加工特征。如果取消选中该选项,Fusion 将对切削顺序进行优化。
双向
指定操作使用“顺铣”和“逆铣”来加工开放式型面。
 已取消选择 |
 已选定 |
最大角度(度)
如果接触点的坡度小于指定的角度,则限制刀具路径。
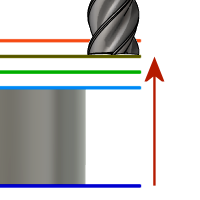
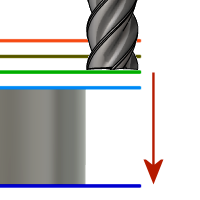
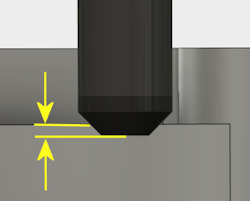
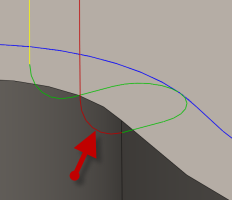
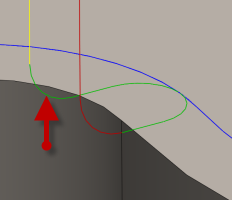
轴向偏移
可用于沿主轴线向上或向下偏移选定的曲线。
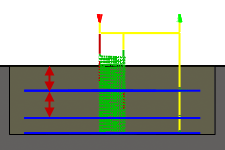
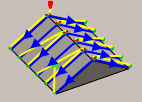
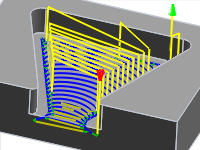
多重深度
启用该选项可执行多重深度切削。
在许多 3D 精加工策略中,“分层铣深”用于创建多个增量 Z 加工路径,其对于使用多个加工路径移除固定数量的毛坯非常有用。
显示了 4 个 0.010 英寸的切削 |
 三个下刀步距 |
最大下刀步距
指定粗加工的 Z 层之间的最大下刀步距。
最大下刀步距 - 显示了未采用精加工下刀步距的情况
下刀步距的数量
指定所需的下刀步距数量。
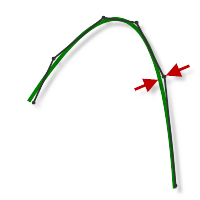
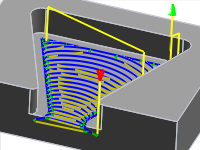
按深度排序
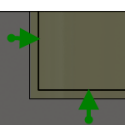
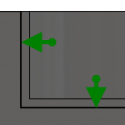
此选项会在选择了多条曲线时更改切削的顺序。启用后,“按深度排序”将先切削所有单个曲线,然后再切削下一条曲线。
显示选择了 2 条边曲线的情况。
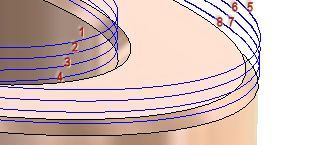 启用 曲线 1 在曲线 2 之前完成切削。 |
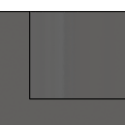
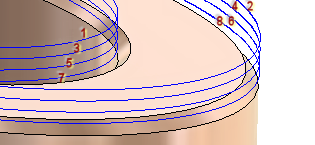 禁用 通过对两条曲线进行水平切削来生成刀具路径。 |
向上/向下铣削
使用该选项可将每个加工路径分为若干段,以便仅使用向下或向上移动来加工每个部分。当使用仅限于特定切削方向的镶齿滚刀时,该选项很有用。
 两者 |
 向下铣削 |
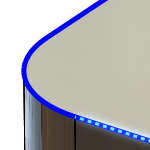
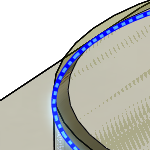
倒角
仅当选择了锥形或倒角刀具时才可用。允许使用其他参数对锐边进行倒角,或对零件进行带造型的倒角。
形状选择提示:
 锐角 锐角 - 选择锐角并使用“倒角宽度”设置定义倒角的大小。 |
 倒角边 倒角边 - 选择倒角的底边。系统会自动计算倒角宽度。 |
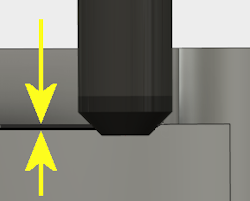
倒角宽度
倒角尺寸的调整量。
 添加到锐边的倒角宽度 |
|
倒角端部偏移
刀尖延伸超过倒角边缘的量。
加工余量
 正值 正加工余量 - 经过一次操作后剩余的要通过后续粗加工或精加工操作移除的毛坯量。对于粗加工操作,默认情况下将剩余少量的材料。 |
 无 无加工余量 - 移除选定形状以外的所有多余材料。 |
 负值 负加工余量 - 越过零件曲面或边界移除材料。该方法通常在电极加工中使用,以为火花隙留出空间或者满足零件的公差要求。 |
负加工余量 - 越过零件曲面或边界移除材料。该方法通常在电极加工中使用,以为火花隙留出空间或者满足零件的公差要求。
径向(壁)加工余量
“径向加工余量”参数用于控制径向(垂直于刀具轴)方向(即刀具的侧面)上的材料余量。
 径向加工余量 |
 径向和轴向加工余量 |
指定正径向加工余量会使材料留在零件的垂直壁和陡峭面区域上。
对于不完全垂直的曲面,Fusion 会在轴向(底面)和径向加工余量值之间进行插值,因此在这些曲面的径向方向上剩余的毛坯量可能不同于指定的值,具体取决于曲面坡度和轴向加工余量值。
更改径向加工余量会自动将轴向加工余量设置为相同量,除非您手动输入轴向加工余量。
对于精加工操作,默认值为 0 毫米/0 英寸,即,没有材料剩余。
对于粗加工操作,默认值为剩余少量的材料,然后可以通过一次或多次精加工操作移除这些材料。
负加工余量
当使用负加工余量时,加工操作会从毛坯中移除比模型形状多的材料。该方法可用于加工具有火花隙的电极,其中火花隙的大小等于负加工余量。
径向和轴向加工余量均可以为负数。但是,负径向加工余量必须小于刀具半径。
当使用负径向加工余量大于转角半径的球头刀具或半径刀具时,负轴向加工余量必须小于或等于转角半径。
轴向(底面)加工余量
“轴向加工余量”参数用于控制轴向(沿 Z 轴)方向(即刀具的末端)上的材料余量。
 轴向加工余量 |
径向和轴向加工余量 |
指定正轴向加工余量会使材料留在零件的浅平面区域上。
对于不完全水平的曲面,Fusion 会在轴向和径向(壁)加工余量值之间进行插值,因此在这些曲面的轴向方向上剩余的毛坯量可能不同于指定的值,具体取决于曲面坡度和径向加工余量值。
更改径向加工余量会自动将轴向加工余量设置为相同量,除非您手动输入轴向加工余量。
对于精加工操作,默认值为 0 毫米/0 英寸,即,没有材料剩余。
对于粗加工操作,默认值为剩余少量的材料,然后可以通过一次或多次精加工操作移除这些材料。
负加工余量
当使用负加工余量时,加工操作会从毛坯中移除比模型形状多的材料。该方法可用于加工具有火花隙的电极,其中火花隙的大小等于负加工余量。
径向和轴向加工余量均可以为负数。但是,当使用负径向加工余量大于转角半径的球头刀具或半径刀具时,负轴向加工余量必须小于或等于转角半径。
平滑
通过移除多余的点并在指定的过滤公差内拟合圆弧(如有可能),使刀具路径变平滑。
 |
 |
| 平滑关闭 | 平滑开启 |
可以使用平滑来减小代码大小,而且不影响精确性。平滑功能的工作原理是将共线的线替换为一条线和相切圆弧以替换曲面区域中的多条线。
平滑会产生巨大的影响。G 代码文件的大小可能会减小多达 50% 或更多。机床将可以更快速、更顺畅地运行,并且会改善曲面精加工。代码减少量取决于刀具路径适合于平滑的程度。主要位于主平面(XY、XZ、YZ)中的刀具路径(如平行路径)会过滤得很好。而未存在于主平面中的刀具路径(如 3D 环绕等距),减少的代码量则相对少些。
平滑公差
指定平滑过滤公差。
当公差(生成原始线性化路径时使用的精度)等于或大于平滑(直线圆弧拟合)公差时,平滑效果最佳。
进给优化
指定应在转角处减少进给量。
最大方向变化
指定在减小进给速率之前所允许的最大角度变化。
减小的进给半径
指定在减少进给量之前所允许的最小半径。
减小的进给距离
指定在转角之前要减少进给量的距离。
减小的进给速率
指定要在转角处使用的减小的进给速率。
仅内部转角
启用该选项可仅减小内部转角的进给速率。
 “连接”选项卡设置
“连接”选项卡设置
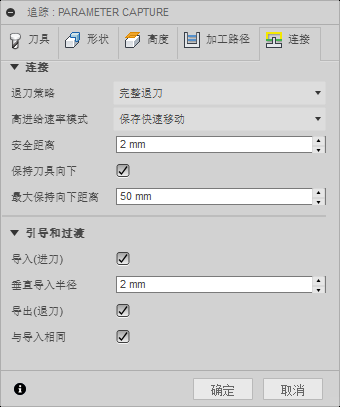
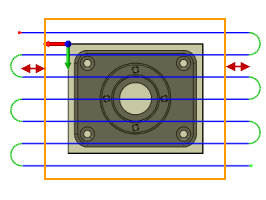
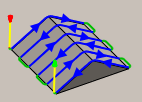
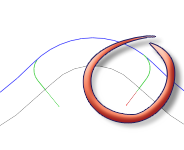
退刀策略
控制刀具如何在切削路径之间移动。下面显示了使用“流线”策略的图。
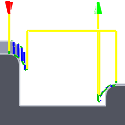 |
完整退刀 - 在将刀具移至下一条加工路径起点上方之前,将刀具完全退回到加工路径终点处的退刀高度位置处。 |
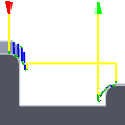 |
最小退刀量 - 径直向上移至刀具切削工件时的最低高度,然后再移动任何指定的安全距离。 |
 |
最短路径 - 在路径之间沿直线将刀具移动尽可能最短的距离。 |
重要说明:在不支持线性化快速移动(其中 G0 移动为直线,与之相对的是以最大速度驱动所有轴的 G0 移动,有时称为“狗腿式”移动)的机床上,不应使用“最短路径”选项。如果未遵循此规则,那么会导致软件无法正确模拟机床运动,并且还可能导致刀具崩溃。
对于不支持线性化快速移动的 CNC 机床,可以修改后处理器,以将所有 G0 移动转换为高速 G1 移动。有关如何根据描述修改后处理器的详细信息或说明,请联系技术支持。
高进给速率模式
指定何时快速移动应输出为真快速移动 (G0),何时应输出为高进给速率移动 (G1)。
- 保存快速移动 - 将保存所有快速移动。
- 保存轴向和径向快速移动 - 仅水平(径向)或垂直(轴向)移动的快速移动输出为真快速移动。
- 保存轴向快速移动 - 仅保存垂直移动的快速移动。
- 保存径向快速移动 - 仅保存水平移动的快速移动。
- 保存单轴快速移动 - 仅保存在单轴(X、Y 或 Z)方向上移动的快速移动。
- 总是使用高进给量 - 将快速移动输出为(高进给移动)G01 移动,而非快速移动 (G0)。
设置该参数的目的通常是为了避免在执行“狗腿式”快速移动的机床上进行快速移动时发生碰撞。
高进给速率
用于将快速移动输出为 G1 而非 G0 的进给速率。
安全距离
在退刀移动过程中刀具与零件曲面之间的最小距离。该距离是在应用加工余量之后测量的,因此,如果使用了负加工余量,应特别注意,要确保安全距离足够大以防止发生任何碰撞。
保持刀具向下
启用该选项后,当到下一个区域的距离小于指定的保持向下距离时,策略将避免退刀。
最大保持向下距离
指定保持向下移动所允许的最大距离。
 1 英寸最大保持向下 |
 2 英寸最大保持向下距离 |
导入(进刀)
启用该选项可生成导入。
导入
垂直导入半径
当刀具从进刀移动转到刀具路径本身时垂直弧平滑的半径。
垂直导入半径
导出(退刀)
启用该选项可生成导出。
导出
与导入相同
指定导出定义应与导入定义相同。
垂直导出半径
指定垂直导出的半径。
垂直导出半径