活动 9:使用交线清角铣削加工圆角
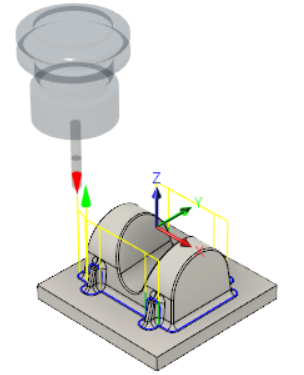
在本活动中,您将使用“交线清角”加工策略。6 毫米球刀用于精加工刀具路径,但底座与凸柱之间的圆角具有 4 毫米的半径。平行交线清角加工路径用于加工圆角。
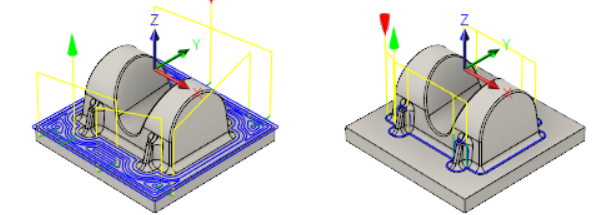
对其应用了“水平清洁”的零件(左侧)。使用“水平清洁”加工策略铣削圆角之后的零件(右侧)。
前提条件
- 您已应用“水平”加工策略来加工零件的底座(活动 8)。
步骤
从“交线清角”对话框中,选择“21 号 - Ø6 毫米球刀”。
- 在“制造”工具栏的“铣削”选项卡上,选择“三维”>“铅笔”
 。
。 - 在“刀具”选项卡
 上,单击“选择”以访问刀具库。
上,单击“选择”以访问刀具库。 - 从“教程 4”库中选择“21 号 - Ø6 毫米球刀”。
- 单击“选择”以关闭“选择刀具”对话框。
- 在“制造”工具栏的“铣削”选项卡上,选择“三维”>“铅笔”
指定加工路径。
单击“加工路径”选项卡
 。
。将“过厚”设置为 1.2 毫米。注意:“过厚”参数用于生成对于指定刀具不存在的交线清角加工路径。此处,3 毫米的刀具半径小于 4 毫米的圆角半径。在将“过厚”设置为 1.2 毫米时,系统将为更大的刀具半径生成交线清角加工路径,然后使用它们来指导更小的刀具来加工圆角。
将“步距”设置为 0.03 毫米。
将“步距的数量”设置为 5。
启用“加工余量”复选框。
将“径向加工余量”设置为 0.05 毫米。
将“轴向加工余量”设置为 0.05 毫米。该值应自动更新。
单击“确定”以自动开始计算刀具路径。预览将显示在画布上。
活动 9 概要
在本活动中,您已使用“交线清角”加工策略来加工零件的圆角。