NC 程序代码样例参考
这些是可以使用“设置”选项卡上的参数进行的代码更改类型的样例。这不是完整列表,仅显示了更常见的代码更改。
名称/编号 - 根据 NC 控制器的要求输入程序名称或编号。在很多 G 代码控制器中,该名称/编号将显示为 NC 程序的第一行。前面带有字母“O”。
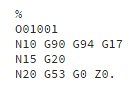
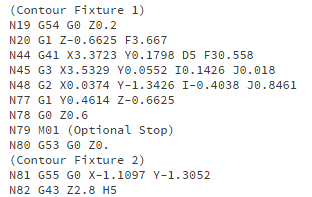
注释 - 输入有关加工作业的说明。这可以是零件代号、客户名称或特殊夹具信息。它通常显示为 NC 程序开始几行中的注释。
可选停止 - 根据在 CNC 控制器中设置的条件,输出机床代码以停止机床运动。用于在刀具路径操作之间停止机床,以进行零件/刀具检验。在下面的 N79 行上显示。
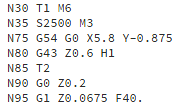
预载刀具 - 也称为刀具暂存,这将预放置下一刀具,使其为换刀序列做好准备。N30 行需要对刀具 1 进行换刀,而 N85 行会预载/暂存刀具 2 以进行下一操作。
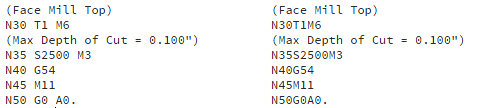
使用空格分隔词 - 在 NC 代码词之间添加空格,以便更易于按操作符阅读。
序列编号增量 - 指定块编号的增加方式。
从 10 开始,按 5 递增。- 从 2 开始,按 2 递增。

开始序列编号 - 指定 NC 程序中第一个代码块的编号。
从 10 开始,按 5 递增。- 从 2 开始,按 2 递增。
使用序列编号 - 指定是否应在 NC 程序中使用块编号。
序列编号开 - 序列编号关

半径圆弧 - 将圆弧的格式从 IJK 中心定义更改为由半径大小指定的圆弧。

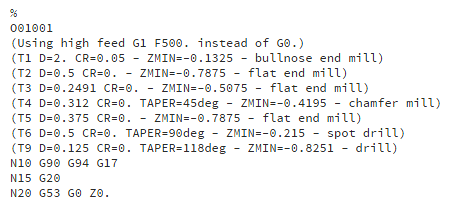
编写机床 - 将在机床后处理器中列出的机床信息编写到 NC 程序。
编写刀具列表 - 在 NC 程序中创建刀具列表。可以包括如刀具编号、刀具尺寸和刀具偏移等信息。