铸造参数
| 参数 | 详细信息 |
|---|---|
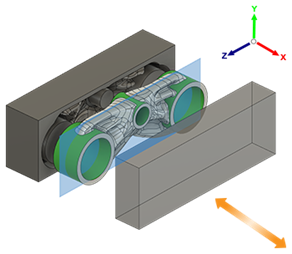
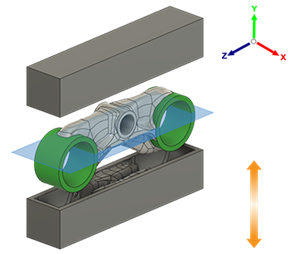
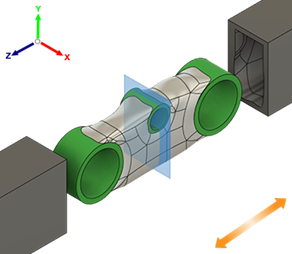
| 顶出方向 | 参照全局坐标系设置铸造操作的开模方向。
注意:您可以为单个铸造配置选择多个开模方向以生成多组结果。 |
| 最小拔模角 | 为壁和其他面指定角度或坡度,以便从模具中轻松地取出零件。平行于顶出方向(垂直于分型面)的所有铸件表面都必须拔模,才能从模具中正确地顶出零件。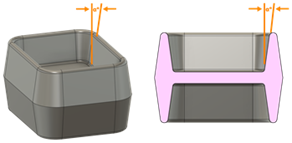 |
| 最小厚度 | 指定零件的预期最小厚度。保持壁尽可能薄以满足功能要求。典型的壁厚取决于零件尺寸、应用、配置、铸造工艺和使用的材料等因素。求解器使用最小厚度以及其他约束和目标,如拔模角、顶出方向、刚度、安全系数和目标质量。在某些情况下,为了满足其他约束,铸造结果中的一些区域可能会小于目标最小厚度。 |