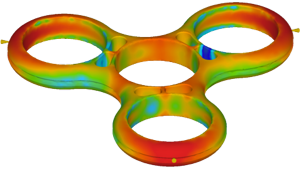
“平均温度(填充末端)”结果
平均温度(填充末端)”结果显示填充阶段结束时零件厚度方向的平均总体温度。
检查事项
查看“平均温度(填充末端)”*结果时,请注意以下方面:
- 热点;通常存在于浇口周围。
- 冷点,表示迟滞
- 检查材料是否冷却过度。
使用此结果
聚合物熔体温度不仅随时间和位置而变化,还随整个注射成型周期中的厚度而变化。“平均温度(填充末端)”结果使用平均温度来指示所有这些因素在厚度方向上的贡献。平均温度表示在特定时间通过特定位置的能量。
具有连续流(热对流)的区域的平均温度通常较高,而当该区域内的流动停止时,此温度会迅速下降。如果在零件的薄壁区域中平均温度过低,则可能出现迟滞或短射。如果在具有熔接线的区域中平均温度过低,则熔接线可能会更差。
在平均温度过高的区域,可能出现材料降级和表面缺陷。为减轻此现象,请确保平均温度始终保持在所用聚合物的推荐温度范围内。也可以考虑重新设计热点附近的零件几何,或更改工艺条件。温度差异也可能导致不均匀的收缩和翘曲。
将“平均温度(填充末端)”结果与“固化塑料(填充末端)”结果结合在一起进行检查。模具中任何平均温度低于材料转换温度且冻结百分比大于 25% 的部分都可能无法适当保压,这可能会导致收缩和翘曲问题。
后续步骤
可以使用以下方法避免产生气穴:
如果温度过低:
- 减少注射时间 - 如果注射时间过短,则可能导致材料降级
- 增加熔体温度 - 但使其保持在材料制造商指定的温度限制范围内
- 提高模具温度 - 这可能会延长周期时间
- 修改模型 - 考虑到零件的功能,增加区域中的厚度。
如果温度过高:
- 增大注射时间 - 但这可能会导致迟滞。