填充动画结果
“填充动画”结果显示填充型腔时流动前沿在常规间隔时所处的位置。
流动模式
理想情况下,应放置注射位置,以便模具内的所有流动路径都能同时填充。此外,如果可能,型腔中的填充模式应为单向,即在填充阶段不应更改方向。
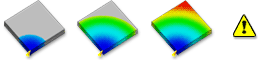
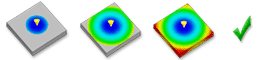
上图显示了表示流入零件的塑料流的等值线颜色。与其他区域同时填充的区域以相同的颜色表示。在图 1 中,型腔的各个极限不会同时填充。图 2 显示如何移动注射位置来修复此问题。
检查事项
“填充动画”结果非常适合检查可预测型腔填充效果的各种填充模式。
- 短射:在“填充动画”结果中,短射显示为半透明。检查流动路径末端是否存在任何半透明区域。
- 迟滞:如果“填充动画”结果显示等值线间距非常小的区域,则可能发生了迟滞。如果在完全填充零件之前,某狭窄区域发生冻结,则停滞可能导致短射。
- 过保压:如果“填充动画”结果显示了某个流动路径早于其他流动路径完成,则可能表示过保压。过保压可能导致零件重量过高、翘曲以及整个零件中的密度分布不均。
- 熔接线:比较“填充动画”和“熔接线”结果以确认其是否存在。熔接线可能导致结构缺陷或可见瑕疵。
- 气穴:比较“填充动画”和“气穴”结果以确认其是否存在。气穴可能导致结构缺陷或可见瑕疵。
使用此结果
填充动画结果使用深蓝色表示要填充的第一个区域,并在结束时用红色表示要填充的最后一个区域。如果零件为短射,则未填充的部分没有颜色。在具有良好填充时间结果的零件中,流动模式是平衡的,这表示以下情况:
- 所有流动路径同时结束并同时到达模型边缘。在前面的图中,每条流动路径都应该以红色等值线结束。
- 等值线间距均匀并指示聚合物的流动速度。宽间距的等值线表示快速流动;窄间距的等值线表示零件填充缓慢。
后续步骤
以下方法可用于改进填充图案:
- 将导流道或导向器添加到仿真模型以修复迟滞。
- 移动注射位置,以便所有流动路径同时填充。
- 添加注射位置以平衡流动路径。
- 缩短注射时间以增加熔体温度并解决短射和难以填充的区域。