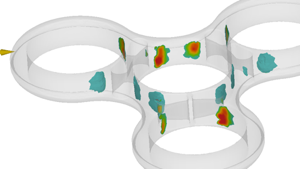
缩痕深度结果
“缩痕深度”结果显示可能由模型相对表面上的特征导致的缩痕的位置和计算深度。
缩痕
缩痕是由材料在没有充分补偿的较厚部位的局部收缩所引起的,在成型零件的表面显示为凹陷。这些凹陷通常非常小;不过,它们通常看起来很明显,因为其会朝零件的不同方向反光。缩痕的可见性是零件的颜色和表面纹理的共同作用的结果,因此深度仅仅是其中的一个标准。尽管缩痕并不影响零件强度或功能,但还是将其视为严重的质量缺陷。
缩痕主要由冷却期间的热收缩造成。外部材料冷却并固化后,型芯材料才开始冷却。型芯材料的收缩将主壁表面拉向内侧,产生缩痕。导致缩痕的部分原因包括:
- 局部几何特征;缩痕通常出现在包含较厚部位的成型物中,或者出现在与加强筋、定位柱或内圆角相对的位置。
- 材料的高体积收缩率
- 熔体和/或模具温度高。
检查事项
“缩痕深度”结果显示存在缩痕的可能性和缩痕的深度,它们很可能出现在零件上。查看模型、加强筋、凸柱或内部圆角较厚部分对面的面。检查问题区域的相对位置和注射位置,并查看是否可以重新定位注射位置。
使用此结果
由于缩痕是外观缺陷而非结构缺陷,因此应该针对零件的外观设计规格评估该结果。颜色较浅和有纹理的表面会使缩痕变得不明显。
- “缩痕深度 - 估算”结果显示了缩痕在零件表面上的预估深度和位置,并使用颜色比例来指示缩痕深度。
- “缩痕深度 - 阈值”结果显示缩痕在阈值公差范围内的预估深度和位置。所有位于阈值公差范围内的缩痕都以红色显示。移动图例滑块以更改阈值限制。此结果是“导向结果”中显示的“仿真视图”。
- “缩痕深度 - 可视化”结果显示缩痕在成型零件上的显示方式。增加放大倍数以更清楚地显示缩痕。此结果也显示在“引导结果”中。
通常,如果加强筋的厚度小于或等于主壁部分的 60%,则很可能不会有明显缩痕。如果无法去除或减少缩痕,则可以将其掩藏起来。这可以通过添加设计特征来完成,例如在出现缩痕的区域添加一系列锯齿。
后续步骤
以下方法可用于减少或防止缩痕:
- 更改零件几何图元,将较厚部位减至最少,并减少任何与主表面相交的特征的厚度。
- 将注射位置重新定位在预测出现缩痕的位置。这样可以使这些部位在注射位置和问题区域之间的较薄部位冻结之前进行保压。
- 降低熔体和模具温度。
- 使用粘性较小的材料。
- 考虑使用表面光洁度遮罩缩痕的外观。
注意:解决注射成型过程中的一个问题后,常常可能又会带来其他问题。因此,选择每种方法都需要考虑模具设计规范的所有相关方面。请务必检查更改对其他结果的影响。